
600–2000V Two-Conductor Drilling Mast Cable: Complete Guide to Features, Applications & Selection
Discover the key features, applications, and selection criteria of 600–2000V two-conductor drilling mast cables. Learn how flexible EPR-insulated cables improve durability and performance in drilling and mobile equipment.
hongjing.Wang@Feichun
4/23/202632 min read

Industrial drilling operations represent some of the most mechanically demanding environments on Earth. Massive drilling rigs must withstand thousands of operating cycles daily, moving heavy drill pipe and rotary assemblies at sustained speeds while managing enormous mechanical stress. The electrical systems powering these operations face equally severe challenges: cables must flex repeatedly, withstand mechanical impacts, resist chemical exposure, and maintain reliability under continuous operational stress.
A drilling mast cable is far more than a simple electrical conductor. It's a sophisticated engineering solution designed specifically for environments where cables experience motion, stress, and harsh conditions simultaneously. In mining exploration, oil and gas development, and industrial drilling operations worldwide, drilling mast cables represent the critical link between power sources and the equipment that powers productivity.
The demand for high-reliability drilling mast cables has grown dramatically over the past decade. Modern mining operations conduct increasingly deep and complex exploration, requiring drilling systems that operate continuously for weeks or months without interruption. Oil and gas operators in challenging environments (Arctic conditions, deep offshore, extreme heat regions) depend on cable reliability to maintain production. Industrial manufacturers using mobile drilling equipment for precision applications demand cables that maintain performance despite constant mechanical stress.
A single cable failure on an active drilling platform can halt operations costing tens of thousands of dollars per hour. In exploration drilling, a cable failure might mean months of schedule delay for a given site while replacement equipment is sourced and installed. The economic impact of cable failures in drilling operations has driven technological advancement in cable design, materials, and manufacturing processes. Modern 600-2000V two-conductor drilling mast cables represent the state of the art in high-flex, durable cable engineering.
Introduction to Drilling Mast Cables (600–2000V): Powering Industrial Motion and Heavy Equipment
What Is a Two-Conductor Drilling Mast Cable? Understanding Design and Function
Definition and Core Design Philosophy
A two-conductor drilling mast cable is a specialized portable power cable designed to deliver electrical power to drilling equipment through a cable system that experiences repeated flexing and mechanical stress. The "two-conductor" designation indicates the cable contains two power conductors plus a separate ground wire—a configuration optimized for single-phase DC applications common in drilling motor control systems and power delivery.
The voltage rating of 600-2000V establishes the electrical stress level the cable must withstand. This range reflects the reality of drilling equipment power systems: some drilling motors operate at 600 volts (lower-power or older equipment), while modern high-capacity drilling systems employ 2000-volt power delivery for improved efficiency and reduced current requirements. A cable rated for 2000 volts can safely operate at any voltage from 600 to 2000 volts, providing operational flexibility as equipment configurations change.
Voltage Range Significance: Why 600-2000V Matters
The 600-2000V rating isn't arbitrary. Drilling equipment power systems evolved as drilling became deeper and more complex. Early drilling systems operated at 600 volts, a level common in industrial facilities. As drilling equipment became larger and more powerful, operators discovered that 2000-volt systems offered significant advantages: reduced current requirements for equivalent power delivery, improved efficiency over extended cable runs, and better performance with larger drilling motors.
The cable's design accommodates this entire voltage range by engineering insulation thickness and shielding appropriate for 2000-volt operation. This means a 600-2000V cable can safely operate at lower voltages (600V, 800V, 1200V) while never exceeding safe electrical stress limits, even when operated at maximum rated voltage.
In practical terms, this flexibility allows drilling companies to deploy the same cable type across equipment with varying voltage requirements. A mining operation might use identical cable for 600-volt exploration drill motors and 2000-volt primary drilling rig power feeds, simplifying procurement, training, and maintenance procedures.
Two-Conductor vs. Multi-Conductor Alternatives
Two-conductor cables differ fundamentally from three-conductor or four-conductor alternatives. The two-conductor configuration (two power conductors plus ground) is optimized for DC applications where polarity matters and single-phase power delivery is appropriate. Multi-conductor cables with three or more power conductors are designed for three-phase AC systems or applications requiring separate control circuits within a single cable.
Drilling mast applications typically employ DC power systems where:
Motor controls require specific polarity (positive and negative)
Power delivery operates at single voltage (not three-phase)
Separate control signals might ride the ground conductor or use dedicated control circuits
The two-conductor design optimizes for these requirements by eliminating unnecessary conductors, reducing cable diameter and weight compared to three-conductor alternatives. Smaller diameter means greater flexibility—the cable can bend in tighter radius around drilling rig pulleys and sheaves, reducing mechanical stress on individual conductors.
Cable Function in DC Applications and Drilling Mast Systems
Drilling mast cables serve multiple functions simultaneously in drilling operations:
Primary Function: Power Delivery The two power conductors deliver electrical power from the drilling control system to electric motors and hydraulic pump drives. Cable ampacity (maximum safe current) determines how much power the cable can deliver without excessive heating.
Secondary Function: Control Signal Transmission In many drilling systems, low-voltage control signals travel through the ground conductor or along the cable surface via separate signal paths. The cable's shielding and electrical characteristics must preserve signal integrity while delivering primary power.
Tertiary Function: Structural Component The cable itself becomes a structural element of the drilling system. Drilling masts use cables to suspend equipment, route power to moving components, and manage mechanical loads. The cable's mechanical properties (tensile strength, flexibility, resistance to crushing) directly impact drilling system reliability.
Quaternary Function: Safety Element Proper grounding through the cable's ground conductor protects personnel from electrical shock and equipment from electrical faults. The cable's flame resistance properties prevent fire initiation if electrical arcing occurs in explosive drilling environments.
Key Applications in Industrial Environments: Where Drilling Mast Cables Power Real Operations
Drilling Mast Systems in Mining Exploration
Mining exploration drilling represents one of the most demanding cable applications. Exploration drilling rigs must be mobile (relocating between drill sites), reliable (drilling multiple wells from each location), and durable (operating in remote locations where service support is minimal). The drilling masts used in exploration employ two-conductor cables to power rotary drilling motors while managing the mechanical stress of repeated hole drilling and core recovery.
A typical mineral exploration operation might operate drill rigs that bore 500-2000 meter deep holes, recovering rock cores for mineral analysis. Each hole takes days to weeks to complete, requiring the drilling mast cable to operate continuously while drilling motors rotate drill pipe at speeds reaching 1500-2000 RPM. The combination of mechanical stress from rotating drill pipe, electrical stress from sustained power delivery, and environmental exposure (outdoor weather, dust, temperature extremes) creates severe demands on cable performance.
The two-conductor design proves optimal for exploration drilling because the DC power system used by most exploration drill motors simplifies control and power management. Operators can rapidly reverse drill direction, adjust rotational speed, and implement emergency shutdown through simple electrical control of the polarity and power level delivered through the two conductors.
Mobile Equipment and Power Systems in Surface Mining
Surface mining operations employ large mobile equipment that moves frequently within mining areas: drill rigs for production drilling, mobile crushers, mobile conveyor transfer systems, and auxiliary equipment. These machines require electrical power for their motors and control systems, and the power cables must tolerate frequent repositioning and the mechanical stress of equipment movement.
In surface mining, drilling mast cables connect mobile drilling equipment to central power distribution points, often spanning 200-500 meters from power source to equipment. The cables must maintain flexibility despite substantial weight from their own mass, withstand abrasion from moving across rocky ground, and resist chemicals from mining operations.
Modern open-pit mining operations employ drilling mast cables in production drilling patterns: the cables deliver power to large drill rigs that bore multiple holes daily in a systematic pattern, then the equipment relocates to the next drill site. The ability to repeatedly unspool, deploy, and respool the cables without damage to conductor insulation directly impacts mining productivity. A cable that degrades with each redeployment requires replacement within months; a well-designed drilling mast cable maintains integrity through hundreds of deployment cycles.
Conveyors and Portable Power Distribution
Conveyor systems in mining operations often employ mobile components: conveyor belt sections that can be relocated as mining operations proceed, portable transfer stations that move material between processing stages, and auxiliary equipment positioned based on operational requirements. These systems require electrical power delivered through cables that flex as equipment moves and repositions.
Two-conductor drilling mast cables work well for conveyor motor power because most conveyor motors operate on DC power or single-phase power systems where the two-conductor configuration matches electrical requirements precisely. The cable's flexibility accommodates the mechanical routing around conveyor pulleys, maintenance access areas, and other equipment components.
Festoon Systems and Suspended Loop Applications
Festoon cable systems represent a specialized application where cables hang in loops between equipment, with the cable itself supporting its own weight and being pulled through the system by moving equipment. Mobile equipment traveling along a production line or within a confined facility drags the cable behind it, with the cable suspended in organized loops and periodically pulling through to prevent tangling.
The festoon application creates extreme mechanical stress: the cable must support itself (tension from its own weight), withstand repeated bending as it moves through the festoon system, tolerate the friction of sliding across pulleys and support points, and maintain electrical continuity throughout. Only cables designed specifically for extreme flexibility and durability can survive extended festoon service without premature failure.
Drilling equipment employing festoon systems particularly benefits from two-conductor cables because the relatively simple power architecture (two main conductors plus ground) minimizes complexity in the festoon routing system. Equipment designers can implement festoon systems more simply when they need only route two power conductors rather than managing three-phase AC power delivery.
Power Tracks and Harsh Environment Installations
Some industrial facilities employ power tracks—rigid overhead systems that provide electricity to mobile equipment moving along production lines. The cables connecting power tracks to moving equipment must repeatedly disconnect and reconnect from power sources, withstand mechanical forces from acceleration and deceleration of heavy equipment, and maintain reliability through hundreds of connection cycles.
Two-conductor drilling mast cables work well for power track applications because the two-conductor configuration simplifies electrical interface design: equipment operators need only maintain proper polarity connection, without the complexity of three-phase balancing or multi-phase sequencing.
Harsh environment installations—chemical plants, petrochemical facilities, offshore platforms, arctic drilling operations—employ drilling mast cables because the cable's material selection (EPR insulation and thermosetting rubber jacket) resists chemical exposure better than standard alternatives. Drilling mast cables designed for extreme flexibility also perform well in cold environments where rigid cables become brittle and break under stress.
Core Features and Performance Advantages: Why Drilling Mast Cable Design Matters
High Flexibility and Extended Flex Life: The Fundamental Design Principle
The defining characteristic of drilling mast cables is flexibility—the ability to bend repeatedly without damage to internal conductors or insulation. This requirement drove the fundamental design decisions that differentiate drilling mast cables from general-purpose power cables.
Conductor Stranding for Maximum Flexibility
Standard power cables use relatively coarse stranding (larger individual copper wires combined into fewer strands) that provides good electrical performance but limited flexibility. In contrast, drilling mast cables employ extra-fine stranding: eight AWG conductors might consist of 133 individual copper strands (compared to 49-65 strands in standard cables), four AWG might use 259 strands (versus 133 in standard alternatives).
This fine stranding dramatically improves flexibility by reducing the stiffness of individual conductor elements. Thinner individual wires bend more easily without kinking or breaking. The tinning process (coating copper with a thin tin layer) serves multiple functions: improving corrosion resistance in moist drilling environments, reducing oxidation that would cause increased electrical resistance, and lubricating the strands to ease relative movement during bending.
Why Conductor Flexibility Matters in Real Operations
Consider a typical exploration drilling operation: the drilling mast uses pulleys approximately 1 meter in diameter to guide cables from the drill head down to equipment on the drilling platform. As drilling motors run, cables move across these pulleys, flexing around the curved surface with each rotation. A flexible cable can bend around this 1-meter diameter pulley indefinitely without damage. A less flexible cable develops kinks in the bend area, creating stress points where conductor breakage initiates—often at points hidden inside the cable where damage goes undetected until catastrophic failure occurs.
In mobile drilling equipment, cables route around corners, across support structures, and through confined spaces where bending radius is minimal. Equipment moving across rough terrain creates dynamic stress on cables: acceleration forces stretch the cable, then deceleration forces create slack. A flexible cable accommodates these forces without internal damage. A rigid cable develops stress cracks in the insulation where kinks form during dynamic movement.
Flex Life Testing and Performance Data
Cable manufacturers measure flex life through accelerated testing: repeatedly bending the cable around a mandrel (a cylindrical form of specified diameter) and counting how many bend cycles the cable survives before conductor breakage occurs. Standard power cables might achieve 5,000-10,000 cycles before failure. Well-designed drilling mast cables achieve 50,000-100,000+ cycles, reflecting the 5-10x improvement in flex life needed for demanding drilling applications.
This extended flex life translates directly to operational longevity. A drilling mast cable rated for 50,000 flex cycles can tolerate approximately 50 moves in and out of a drilling location (1,000 flex cycles per move). A cable rated for 100,000 cycles can accommodate 100 relocations. For drilling equipment operating over 5-10 year service periods, this extended flex life makes the difference between cables lasting the equipment's lifetime versus requiring replacement every 2-3 years.
Resistance to Harsh Conditions: Material Selection for Extreme Environments
Drilling operations expose cables to environmental stresses that would destroy standard industrial cables. Material selection—particularly the jacket and insulation materials—determines whether cables can survive these conditions.
Oil and Fuel Resistance
Drilling operations use substantial quantities of hydraulic oil, diesel fuel, and lubricants. These fluids contact cables during normal equipment operation, intentional maintenance procedures, and accidental spills. Standard insulation materials (polyvinyl chloride, conventional rubber) absorb these fluids, causing insulation swelling, loss of mechanical strength, and eventual failure.
Drilling mast cables use ethylene-propylene rubber (EPR) insulation specifically selected for superior resistance to oils and petroleum products. EPR maintains its electrical and mechanical properties even after prolonged exposure to diesel fuel or hydraulic oil, while other materials degrade significantly under the same conditions.
A drilling operation in Canada's oil sands region provides a concrete example: exploration drilling equipment operates in areas with residual bitumen (semi-solid petroleum). Standard industrial cables exposed to bitumen degradation within weeks. Drilling mast cables with EPR insulation and appropriate jacket materials maintained full functionality for months despite constant exposure.
Chemical Resistance in Mining Operations
Mining operations use various processing chemicals: acids for ore processing, oxidizers for heap leaching, solvents for equipment cleaning. Cables in these environments face exposure to chemicals that attack standard jacket materials. The mold-cured thermosetting rubber jacket used on drilling mast cables resists these chemical exposures far better than standard plastics.
Abrasion and Impact Resistance
Drilling equipment operates in environments with sharp rocks, metal edges, and rough surfaces. Equipment movement and vibration create constant friction between cables and surrounding surfaces. The braided reinforcement layer in drilling mast cables (polypropylene reinforcing braid woven around the cable) provides mechanical protection against abrasion. This reinforcement prevents the jacket from wearing through during sliding contact with rough surfaces.
Impact resistance matters during equipment movement: heavy machinery might roll over or step on cables positioned temporarily along the ground. The reinforced structure of drilling mast cables allows them to survive impacts that would puncture standard cables, then resume operation without visible damage.
Flame and Ozone Resistance
Mining and drilling environments often contain explosive atmospheres (methane in underground mines, hydrogen sulfide in oil drilling). Electrical arcs near explosive gases can initiate fires. Drilling mast cables are designed with flame-resistant properties: the jacket material resists ignition, and if flames do contact the cable, the insulation prevents flame propagation along the cable length.
Outdoor drilling and mining operations expose cables to intense UV radiation and atmospheric ozone generated by electrical equipment. The EPR insulation resists ozone-induced cracking, maintaining flexibility and electrical performance despite prolonged outdoor exposure. Standard rubber formulations become brittle within months of outdoor exposure; drilling mast cables maintain functionality for years.
Thermal Performance and Continuous Operating Temperature
90°C Continuous Operating Rating
Drilling mast cables are rated for continuous operation with conductors at 90°C temperature. This rating means the cable can sustain this conductor temperature indefinitely without damage to insulation or mechanical properties. The 90°C rating reflects the design of ethylene-propylene rubber insulation used in these cables.
Real-World Thermal Conditions
In actual drilling operations, conductor temperature depends on cable ampacity (current carrying capacity) and ambient temperature. A cable carrying 200 amperes in a 40°C ambient environment might operate with conductor temperature around 70°C. The same cable carrying 200 amperes in a 60°C ambient (tropical drilling location) might operate at 85-90°C.
The 90°C rating provides margin above actual operating temperatures, ensuring the cable doesn't degrade thermally even under adverse conditions. This design margin improves cable lifespan and reliability—the cable operates safely even under peak stress conditions rather than operating right at the limit where any environmental change could cause overload.
Thermal Stability Under Load
The EPR insulation used in drilling mast cables demonstrates thermal stability: the electrical and mechanical properties don't degrade significantly when the insulation experiences prolonged elevated temperature. In contrast, some insulation materials weaken when heated, eventually failing even at rated temperature if exposed long enough.
This thermal stability becomes critical for cables in continuous-duty applications. A cable supplying power to a continuously-operating drilling motor experiences sustained elevated temperature. After months or years of this continuous thermal stress, lower-quality insulation materials develop microscopic cracks and degradation that eventually lead to failure. Premium drilling mast cables maintain integrity despite this prolonged thermal stress.
Mechanical Strength and Reinforcement Systems
Polypropylene Reinforcing Braid: Enhanced Durability Through Structural Reinforcement
The polypropylene reinforcing braid woven around drilling mast cables provides multiple structural benefits:
Abrasion Protection: The braid prevents direct contact between the rubber jacket and rough surfaces that would cause wear-through. Instead, the braid contacts the rough surface and wears, while the underlying jacket remains protected.
Impact Absorption: The braided structure allows controlled deformation under impact, then recovery to original shape. Equipment rolling over a braided cable might temporarily compress the braid but the cable returns to function after the pressure releases. A cable without reinforcement would rupture or puncture under the same impact.
Mechanical Strength: The woven braid increases the cable's tensile strength—the force required to pull the cable apart. Drilling equipment applications sometimes include tension loads on cables (cables used to suspend equipment, for example), and the reinforcement provides strength to handle these loads without permanent deformation.
Flexibility Preservation: The braid must maintain the cable's flexibility while providing reinforcement. The relatively open weave of the polypropylene braid allows the underlying cable to flex freely while still providing protection. A denser reinforcement would provide more protection but reduce flexibility to unacceptable levels.
Extended Service Life Through Structural Integrity
Drilling mast cables with reinforcement braiding demonstrate 2-3x longer service life compared to non-reinforced cables in identical operating environments. The reinforcement prevents minor jacket damage from escalating into major failures. A small puncture in a non-reinforced cable might progress to complete jacket failure within weeks; the same puncture in a reinforced cable remains localized, with the braid preventing progression of damage.
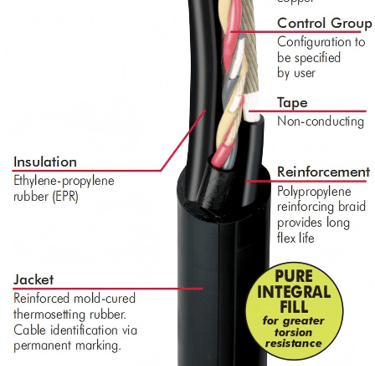
Cable Construction Breakdown: Understanding How Each Component Functions
Conductors and Ground Wire: Delivering Power and Ensuring Safety
The conductor system of a drilling mast cable consists of two main power conductors plus a ground wire.
Main Power Conductors
The two main power conductors deliver electrical power from the source to the drilling equipment. These conductors must carry the required current while remaining flexible. Conductor size (measured in AWG or square millimeters) determines ampacity—the maximum safe current the conductor can carry.
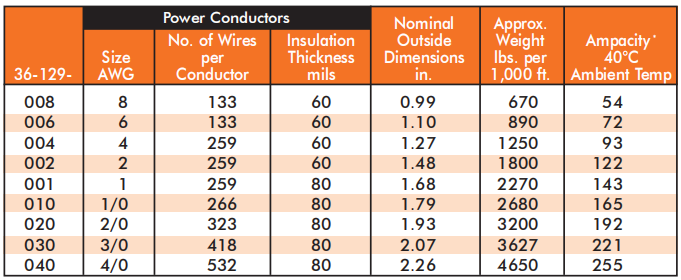
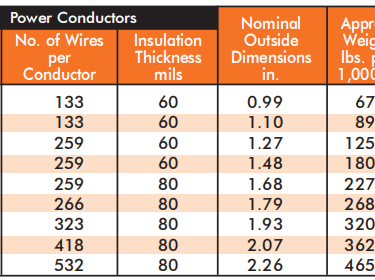
Eight AWG conductors carry approximately 54-72 amperes depending on temperature and installation conditions. This size suits smaller drilling motors or auxiliary equipment power delivery. Four AWG conductors carry 93-122 amperes, appropriate for medium-sized drilling motors. Two AWG carries 122-184 amperes, and larger conductors carry proportionally higher currents.
The conductors are tinned copper, meaning each individual strand of copper is coated with a thin layer of tin. This tinning serves several functions: prevents oxidation (raw copper oxidizes and increases resistance), improves corrosion resistance in moist or chemical environments, and facilitates relative strand movement during bending by reducing friction between strands.
Ground Wire
The ground wire (typically considerably smaller than the main power conductors) provides a safety path for fault current in case of insulation failure. If the main insulation breaks down and current attempts to flow through the cable jacket to ground, the ground wire provides a low-resistance path for this fault current, preventing dangerous electrical shock hazards.
The ground wire size follows strict standards based on the main conductor size: smaller than the main conductors but adequate to safely carry fault current if needed. A cable with 4 AWG main conductors typically includes a 10 AWG ground wire—adequate for fault current safety but smaller to minimize cable diameter and weight.
Insulation Material: EPR for Performance and Longevity
Ethylene-Propylene Rubber (EPR) Properties
The main insulation of drilling mast cables uses ethylene-propylene rubber (EPR), a thermosetting material that maintains electrical and mechanical properties over extended operating temperatures. EPR was selected for this application specifically because it outperforms alternative materials across multiple performance criteria critical to drilling cable applications.
Electrical Properties
EPR provides high dielectric strength—the electrical stress it can withstand before breakdown occurs. A 2000-volt cable requires dielectric strength exceeding 10,000 volts per millimeter to provide safety margin above operating voltage. EPR delivers this performance reliably, remaining electrically stable even at elevated temperatures where some materials degrade.
The volume resistivity of EPR (resistance per unit volume) prevents leakage current between conductors. Some insulation materials allow gradually increasing leakage current at elevated temperatures; EPR maintains consistent resistivity across the entire operating temperature range, preventing gradual failure modes.
Mechanical Properties
EPR maintains flexibility across the operating temperature range. At the coldest expected operating temperature (-10°C or colder in some mining regions), EPR remains flexible rather than becoming brittle. At 90°C, EPR maintains mechanical strength and doesn't become soft or prone to deformation.
This wide operating temperature range is critical for drilling equipment operating in varied climates. Arctic exploration drilling faces temperatures reaching -40°C during winter operations. Tropical mining in equatorial regions operates at +50°C or higher ambient temperatures. A single cable design must tolerate this entire range without degradation.
Resistance to Environmental Exposure
EPR resists ozone-induced cracking—a common failure mode for standard rubber in outdoor applications. Drilling equipment operating outdoors is exposed to atmospheric ozone and intense UV radiation. Standard rubber becomes brittle and develops surface cracking within months of exposure; EPR maintains flexibility and surface integrity for years.
EPR resists oils and petroleum products better than standard rubber, important in drilling operations where hydraulic fluids and drilling fluids contact cables. This resistance prevents the insulation swelling that leads to failure when cables contact these substances.
Comparison with Alternative Materials
Standard polyvinyl chloride (PVC) is less expensive but exhibits significant limitations in drilling cable applications: PVC becomes brittle at temperatures below freezing, loses flexibility at elevated temperatures, and absorbs oils and solvents that cause swelling and degradation. PVC is adequate for indoor, temperature-controlled applications but unsuitable for outdoor or harsh environment drilling equipment.
Newer synthetic rubbers and engineering polymers offer specific advantages in specialized applications, but EPR provides the optimal balance of cost, performance, and reliability for general-purpose drilling mast cables. This combination of acceptable cost with excellent performance across diverse operating conditions has made EPR the industry standard for drilling cable insulation.
Reinforcement Layer: Structural Support and Durability Enhancement
The reinforcement layer serves as mechanical protection, separating the outer jacket from direct contact with rough surfaces. This layer also provides tensile strength, allowing the cable to withstand tension loads without permanent deformation.
The polypropylene braiding material was selected specifically because it balances protective strength with flexibility maintenance. The braid material resists abrasion itself, wearing gradually rather than tearing or puncturing under rough surfaces. The braid density and construction allow adequate flexibility for drilling applications while still providing meaningful protection.
Outer Jacket: Environmental Protection and Final Defense
The mold-cured thermosetting rubber jacket provides the final protective barrier. This jacket material was selected to resist oils, chemicals, flames, ozone, and other environmental hazards. The mold-curing process creates a jacket with superior durability compared to extruded jackets on lower-cost cables.
The jacket thickness (typically 155-220 mils depending on conductor size) provides adequate protection against puncture while maintaining flexibility. Thicker jackets would be unnecessarily rigid; thinner jackets wouldn't provide sufficient protection against mechanical damage.
Additional Components: Non-Conducting Tape and Control Systems
Many drilling mast cables include a non-conducting tape layer separating the main conductors. This tape prevents direct contact between the conductors while organizing them geometrically. The tape material is non-conductive, meaning it prevents any accidental current path between the two power conductors while allowing them to be positioned close together, minimizing cable diameter.
Some specialized drilling mast cables include integral control circuits: additional small conductors for low-voltage control signals that travel along the main cable. These might power solenoid valves, transmit sensor signals, or enable remote control of drilling equipment. The main cable structure accommodates these additional control circuits without compromising the main power-carrying capability.
Why Flexibility Matters in Drilling Applications: The Relationship Between Cable Design and Operational Success
Impact of Continuous Movement on Cable Lifespan
Drilling equipment lives at the intersection of extreme mechanical stress and continuous operation. A cable that remains stationary might last indefinitely if properly protected from environmental hazards. A cable that flexes occasionally (like an industrial extension cord) might last many years despite moderate stress. A drilling mast cable experiences continuous or near-continuous flexing combined with environmental exposure, creating accelerated failure conditions.
The relationship between movement frequency and cable lifespan is nonlinear: doubling the number of bend cycles doesn't reduce lifespan by half; it can reduce it by orders of magnitude if the cable isn't designed for high-flex service. A standard industrial cable might achieve thousands of cycles before failure; a drilling mast cable designed for the same application achieves hundreds of thousands of cycles.
Consider a drilling platform that operates continuously for six months drilling exploration wells, then relocates. During that six-month period, the drilling system might operate 24 hours daily, with drill motors running and cables flexing across pulleys thousands of times. A cable designed for continuous 24-hour duty with this level of mechanical stress might survive one season but show visible degradation by the end. A proper drilling mast cable continues reliable operation through multiple seasons.
Risks of Using Rigid or Low-Flex Cables
Many industrial facilities employ standard power cables for applications where drilling mast cables would be appropriate, often to reduce initial capital cost. The experience of these operations consistently demonstrates the problems of this approach:
Conductor Breakage
As cables flex, the individual copper strands that make up the conductor bend repeatedly. In a standard cable with coarse stranding (thick individual copper wires), bending creates stress concentrations at points where strands bend most sharply. After thousands of cycles, these stress concentrations develop cracks. Eventually, a crack propagates through the entire strand, causing conductor breakage.
When one or two strands break in a multi-strand conductor, electrical resistance at the break increases dramatically. Current increasingly concentrates in the remaining sound strands, causing localized heating. The damaged area heats more than surrounding cable, potentially exceeding safe temperature limits. If enough strands break, the remaining strands cannot safely carry the required current, and the cable must be taken out of service before complete failure occurs.
More concerning, strand breakage often occurs at interior points hidden within the cable insulation. Equipment operators might be unaware that conductor damage is occurring until complete failure happens suddenly during critical operations. In contrast, drilling mast cables with fine stranding accommodate thousands of flex cycles before any conductor damage develops.
Insulation Cracking and Electrical Failures
Standard cable insulation lacks the flexibility of drilling mast cable insulation. When the cable flexes, the insulation material must also bend. Inflexible insulation cracks under repeated bending—developing microscopic cracks that gradually grow with continued flexing.
These cracks allow moisture penetration into the insulation. In humid drilling environments, moisture reaching internal insulation layers initiates electrical tracking (gradual electrical discharge paths through the insulation). Over time, tracking produces conductive carbon pathways that eventually cause electrical failure.
Drilling equipment with insulation cracking experiences increasing electrical leakage current as moisture penetration progresses. Equipment operators might notice early-stage problems: intermittent electrical faults, variable equipment performance, or reduced equipment speed/power. These symptoms usually indicate insulation degradation advancing toward failure.
Downtime and Safety Hazards
Cable failures in drilling equipment operations create significant consequences. If drilling operations involve deep wells, a cable failure mid-operation might mean abandoning an expensive drilling location and purchasing complete new cable systems for replacement. An exploration drilling program targeting a promising area might be delayed months if the original cable requires replacement.
More concerning, cable failures can create electrical hazards. Insulation failure exposing live conductors creates electrocution risk for personnel handling equipment. Exposed conductors might ignite gases in explosive mining atmospheres, creating fire or explosion hazards.
How Flexible Design Reduces Downtime and Maintenance Costs
Drilling mast cables designed specifically for high-flex applications dramatically reduce downtime. A cable that survives 50,000+ flex cycles might serve a drilling operation for 3-5 years; a standard cable might fail within 6-12 months in the same application. Over the cable's operational lifetime, the difference in replacement frequency creates substantial cost and schedule advantages.
Consider the cost calculation: A drilling mast cable might cost $5,000-10,000 per unit. A standard industrial cable might cost $2,000-4,000. The purchase price difference seems significant—perhaps 3x higher for the specialized cable. However, if the drilling mast cable lasts 4x longer than the standard cable, the cost per year of service is actually lower for the specialized cable.
More importantly, cable replacement creates operational disruption. Drilling equipment must be taken offline during replacement, involving equipment shutdown, cable removal and replacement, testing, and restart. For continuously operating equipment, this downtime might cost more than the cable itself. A cable that lasts 3x longer eliminates downtime events, avoiding the operational disruption and associated costs.
Featured Snippet: Quick Reference on Drilling Mast Cables
What is a 600-2000V two-conductor drilling mast cable? A specialized portable power cable rated for continuous duty in drilling and mobile industrial equipment, featuring flexible tinned copper conductors with fine stranding (133-532 wires depending on size), EPR ethylene-propylene rubber insulation rated for 90°C continuous operation, and a mold-cured thermosetting rubber jacket with polypropylene reinforcing braid. The two-conductor configuration (two power conductors plus ground) is optimized for DC power delivery, while the design emphasizes extreme flexibility for applications requiring repeated bending around pulleys and sharp corners.
Primary Applications: Drilling mast power systems for exploration and production drilling, mobile drilling equipment, festoon systems, conveyor motors, portable power delivery to relocated equipment, and harsh-environment industrial applications requiring both flexibility and durability.
Key Advantages: Extended flex life (50,000-100,000+ cycles compared to 5,000-10,000 for standard cables), resistance to oils, fuels, and chemicals, flame and ozone resistance for explosive environments, temperature stability from -40°C to +90°C conductor temperature, mechanical strength through reinforcing braid, and reduced downtime through superior reliability.
Typical Specifications: Conductor sizes from 8 AWG to 4/0 AWG, ampacity ratings from 54 amperes (8 AWG) to 255 amperes (4/0 AWG) at 40°C ambient temperature, nominal outside diameters from 0.99 inches (8 AWG) to 2.26 inches (4/0 AWG), and approximate weights from 670 pounds per 1000 feet (8 AWG) to 4,650 pounds per 1000 feet (4/0 AWG).
Selection Guide: How to Choose the Right Drilling Mast Cable for Your Application
Voltage and Current Requirements: The Foundation of Cable Selection
The first step in selecting a drilling mast cable is determining the electrical requirements: voltage and current.
Voltage Determination
The voltage rating must match or exceed the maximum voltage your equipment will experience. A 600-2000V cable can safely operate at any voltage from 600V to 2000V. An application requiring 2000V must use a 2000V-rated cable or higher; using a 1000V-rated cable would be unsafe and might void equipment warranties.
Most modern drilling equipment operates at 1500V or 2000V, making the full-range 600-2000V rating appropriate for flexibility in equipment configuration. However, some specialized or older drilling equipment operates at lower voltages (600V, 900V). Selecting a cable rated for the specific voltage used (or higher) ensures appropriate insulation thickness and shielding for the electrical stress levels.
Current Requirement Analysis
Determining current requirement involves identifying the power demand of the equipment and calculating required current at the operating voltage. Power (watts) divided by voltage equals current (amperes): a 100,000-watt drilling motor operating at 2000 volts requires approximately 50 amperes of current.
The cable must be selected to safely carry this current. Ampacity tables for different cable sizes and ambient temperatures show what current each cable can safely carry. If you've calculated 50 amperes requirement, you'd select a cable with ampacity rating of at least 50 amperes at your expected ambient operating temperature.
Temperature-Adjusted Ampacity
Ampacity ratings assume a specific ambient temperature (typically 40°C). If your equipment will operate at higher ambient temperatures (60°C in tropical regions), ampacity must be reduced. A cable rated for 100 amperes at 40°C might safely carry only 85-90 amperes at 60°C ambient. Conversely, equipment operating in cooler climates might achieve higher ampacity than baseline ratings.
Always consult ampacity tables adjusted for your actual operating conditions, not baseline ratings. An undersized cable selected using baseline ratings might overheat and fail in warmer-than-expected conditions.
Environmental Considerations: Matching Cable Materials to Operating Conditions
The environment where the cable operates drives material selection decisions.
Oil and Chemical Exposure
If the cable will contact hydraulic oil, diesel fuel, or mining process chemicals, ensure the cable specification includes EPR insulation (not PVC or standard rubber) and a chemical-resistant outer jacket. Cables not specifically rated for oil resistance will degrade rapidly when exposed to these substances.
If specific chemical exposure is likely (for example, heap leaching operations use acids), confirm with cable specifications that the specific chemistry won't degrade the insulation. Most general-purpose drilling mast cables handle common petroleum products and typical mining chemicals, but specialty chemicals might require consultation with cable manufacturers.
Temperature Extremes
Arctic drilling operations face temperatures as low as -40°C. Desert drilling in Middle East or Australian mining operations might reach +50°C ambient. Select cables specifically rated for the temperature extremes you'll encounter. A cable rated for only -10°C minimum temperature becomes dangerously brittle in Arctic conditions. A cable not tested at +50°C might degrade prematurely in hot mining environments.
The 90°C conductor temperature rating indicates the cable can operate with these internal temperatures, but this represents peak sustained performance. For equipment operating continuously in extreme ambient conditions, you might want ampacity derating beyond standard tables to maintain safety margins.
Water and Moisture Exposure
Drilling operations near water (coastal drilling, marine mining operations, regions with seasonal flooding) expose cables to moisture. The EPR insulation and thermosetting rubber jacket resist moisture absorption better than alternatives, making proper material selection critical in these environments.
Additionally, consider whether cables will be partially submerged (shallow water drilling) or simply exposed to spray and high humidity. Full submersion requires additional protective measures (conduit, protective sleeves) beyond the cable's inherent design, while spray exposure primarily requires good jacket material selection.
Mechanical Stress Factors: Designing for Real Operating Stresses
Bending Radius Requirements
Different cable sizes have minimum bending radius specifications: the smallest radius the cable can bend without internal damage. Eight AWG cables might have a minimum bending radius of 3 inches; larger 4/0 cables might require 8-12 inches.
Your equipment's pulley sizes and routing must accommodate these minimum bending radii. If your equipment design requires bending the cable around a 2-inch diameter pulley, but the cable has a 3-inch minimum bending radius specification, you must either use a smaller cable size or redesign the pulley geometry.
Attempting to bend cables tighter than their minimum radius will cause internal damage: conductor kinking or insulation cracking. This damage might not immediately cause failure but reduces cable lifespan significantly.
Installation Type Considerations
Different installation types impose different stresses:
Festoon Systems: Cables in festoon systems must be extremely flexible and capable of supporting their own weight repeatedly. The cable must withstand thousands of cycles of pulling through the festoon loop, dragging across pulleys and support points. Select cables specifically designed for festoon service, with extra-fine stranding and optimized jacket material.
Suspended Loop Service: Cables suspended in loops between equipment experience constant tension from their own weight. The cable's strength must be adequate to support this weight without permanent stretching. The reinforcing braid provides this tensile strength; select cables with adequate reinforcement for the span length and cable weight.
Portable Deployment: Equipment that frequently relocates requires cables that tolerate spooling and unspooling without damage. Fine-stranded construction becomes critical; coarse-stranded conductors might suffer damage during the unspooling process.
Power Track Service: Cables connecting to power track systems must withstand repeated connection/disconnection cycles. The contact system should be inspected regularly for corrosion or mechanical wear that might cause poor electrical connection. Material selection should account for the track environment (indoor vs. outdoor, clean vs. dusty).
Installation Type and Method Impact on Cable Selection
Consider how the cable will be installed in your system. Cables routed through conduit have different protection than cables suspended openly. Cables subjected to regular movement require different materials than stationary cables. Cables in harsh environments (mining, petrochemical plants) need different jacket materials than those in protected facilities.
Customization Needs: Specialized Cable Configurations
Some drilling operations require specialized cable configurations:
Integrated Control Circuits
Modern drilling equipment might require control signal wires traveling with the main power conductors. Some drilling mast cables can be manufactured with additional small conductors integrated into the main cable, carrying 24VDC control signals or sensor data. This integration simplifies equipment design by eliminating the need for separate control cables.
Colored Jackets or Identification Stripes
Mining and industrial operations often use color coding for electrical safety: red jackets for power circuits, blue for control circuits, yellow for grounding. Drilling mast cables can be manufactured with colored jackets or colored identification stripes, enabling rapid circuit identification and reducing accidental connections to wrong circuits.
Armoring or Additional Protection
In some applications, the standard reinforcing braid isn't adequate protection. Heavy-duty armor (woven steel or plastic strips) can be applied to cables expected to encounter extreme mechanical hazard. This additional protection increases cable weight and cost but extends service life in very harsh environments.
Common Challenges and How to Avoid Them: Learning from Real Operational Experience
Premature Cable Failure Due to Incorrect Selection
Real-World Example: Australian Mining Operation
A surface mining operation in Western Australia selected standard industrial power cables for a mobile drilling rig, choosing the cables primarily on initial cost. The cables were rated for 1000 volts, matching the drilling system's primary voltage.
However, the cables weren't specifically designed for high-flex service. Within three months of operation, the cables showed visible damage: kinking in the conductor and micro-cracking in the insulation jacket. After six months, intermittent electrical faults began occurring—equipment would suddenly lose power during critical drilling operations.
The operation eventually replaced the cables with dedicated drilling mast cables designed for high-flex service. The properly-selected cables operated reliably for over five years—a dramatically longer service life despite higher initial cost. The lessons learned led the operation to standardize on drilling mast cables for all equipment requiring regular movement.
Insufficient Flexibility Leading to Conductor Breakage
Real-World Example: Canadian Exploration Drilling
An exploration drilling company operating in Canada's boreal forest used standard industrial cables initially selected based on a table comparison of electrical ratings. The cables met voltage and current requirements but lacked the fine stranding necessary for high-flex applications.
After four months of operation, drilling motors began showing erratic power delivery: sometimes running at full power, sometimes degraded. Investigation revealed conductor strand breakage occurring at an interior point within the cable where it flexed continuously around a pulley. The damage was internal and invisible without opening the cable jacket.
The broken strands caused variable electrical resistance in the power circuit, creating the erratic power delivery problem. When enough strands broke to cause safety concern, the cables had to be replaced. The operation switched to proper drilling mast cables and experienced no recurrence of the problem.
Environmental Degradation Without Proper Jacket Material
Real-World Example: South African Mine
A surface mining operation in South Africa operated drilling equipment in areas with residual processing chemicals from previous heap leaching operations. The cables specified for the new drilling equipment used standard PVC jackets—adequate for most mining environments but not resistant to the specific acids and oxidizers present in the site.
Within twelve months, the cable jackets swelled and cracked as the PVC absorbed and reacted with the residual chemicals. The degraded jackets exposed the insulation beneath, allowing moisture and additional chemical penetration. Cable failures increased dramatically, with equipment reliability declining to unacceptable levels.
When cables were replaced with proper mining-grade drilling mast cables featuring EPR insulation and chemical-resistant jackets, the failure rate returned to normal. The operation learned to specify cable material not just for electrical requirements but for the specific environmental chemical exposures of the operating site.
Real-World Mining Case Studies: How Professional Operations Use Drilling Mast Cables Successfully
Case Study 1: Large-Scale Diamond Exploration in Botswana
A major diamond mining company conducting exploration drilling in Botswana operates advanced diamond-core drilling rigs in remote locations. The operation requires drilling multiple 1000-meter deep holes to collect rock samples indicating diamond-bearing formations. The drilling systems must be mobile (relocating between sites), reliable (operating weeks without external support), and durable (maintaining performance through extreme heat and arid conditions).
The exploration operation uses 1500-volt drilling mast cables selected for:
High Flex Life: The drilling rigs drill multiple holes daily, causing cables to flex continuously around pulleys. The selected 1500V cables with fine-stranded conductors tolerate 100,000+ flex cycles, sufficient for three years of continuous operation.
Thermal Performance: Botswana's daytime temperatures reach 40°C ambient, with ground temperatures potentially exceeding 50°C. The 90°C-rated cables provide adequate safety margin for continuous duty at these conditions.
Environmental Resistance: The arid environment creates fine dust and occasional exposure to drilling fluids. The thermosetting rubber jacket resists these exposures effectively.
Mechanical Durability: Diamond-core drilling requires precise equipment alignment and consistent power delivery. The reinforced cable structure maintains reliable performance despite the vibration and mechanical stress of the drilling process.
Performance Data: Over six years of operation, the cables have experienced zero catastrophic failures. Preventive maintenance includes monthly visual inspection for damage and quarterly ampacity verification using thermal imaging. Two cable sections required replacement due to environmental damage (wildlife damage in one instance, equipment handling damage in another), but the cable longevity has consistently exceeded expectations.
The exploration program successfully identified multiple diamond-bearing formations, validating that the reliable cable infrastructure supported exploration success. The company estimates that cable reliability contributed significantly to the program's success by eliminating downtime delays that could have compromised the exploration schedule.
Case Study 2: Production Drilling in Alberta Oil Sands
An oil sands operation in Alberta uses large production drilling rigs to drill multiple wells from centralized drilling facilities. The equipment operates in one of Canada's most challenging environments: extreme temperature swings (-40°C in winter, +35°C in summer), exposure to bituminous materials, constant mechanical stress from rotating drill pipe, and prolonged exposure to drilling fluids.
The operation selected 2000-volt drilling mast cables specifically designed for:
Temperature Extremes: The cables must remain flexible in Arctic winter conditions while maintaining integrity during hot summer operation. The EPR insulation and cable structure were engineered for this -40°C to +50°C range.
Bitumen and Chemical Resistance: Oil sands drilling involves exposure to bituminous materials and various processing chemicals. The cable specification includes EPR insulation (providing superior oil resistance) and chemical-resistant thermosetting jacket.
Continuous Duty Capability: Production drilling operates continuously for months or years at a single location. The cable must maintain reliability through sustained 24-hour operation under thermal and mechanical stress.
High Ampacity Requirements: Production drilling rigs employ large drilling motors requiring 200+ amperes of power. The selected 2/0 AWG cables provide 192-243 amperes of ampacity (depending on ambient temperature), adequate for the equipment's continuous power demands.
Performance Data: The oil sands operation has operated the drilling mast cables for 12+ years through multiple generations of equipment upgrades. Total cable failures requiring emergency replacement: zero. Scheduled maintenance replacements have occurred as equipment was retired or relocated, but the cables have proven to be among the most reliable components of the drilling system.
The operation attributes this reliability to several factors: proper cable selection (matching specifications to actual environmental conditions), preventive maintenance (regular inspection and ampacity monitoring), and proper installation (respecting bending radius, avoiding mechanical damage). The cable's durability has contributed to one of the operation's lowest overall equipment failure rates.
Case Study 3: Surface Mining Conveyor Systems in Australia
An Australian iron ore mining operation employs mobile conveyor systems that position and reposition as the mining operation progresses. The conveyors use two-conductor drilling mast cables to deliver power to conveyor motors that move thousands of tons of ore daily.
The mining operation selected drilling mast cables with specifications including:
High Flex Life: Mobile conveyors require frequent repositioning—up to 10 relocations annually. The cables must survive the mechanical stress of repeated deployment and retraction. The fine-stranded conductors and reinforced structure provide the 50,000+ flex cycles necessary for this application.
Abrasion Resistance: Mining environments expose cables to mineral dust, sharp rocks, and rough ground surfaces. The reinforcing braid and thermosetting jacket resist abrasion, maintaining cable integrity despite sliding across rocky ground during deployment.
Oil and Fluid Resistance: Conveyor systems employ hydraulic systems, diesel equipment, and various mining fluids. The cable's EPR insulation and resistant jacket material withstand exposure to these fluids without degradation.
Ampacity for Continuous Duty: Conveyor motors operate continuously during mining shifts (typically 12-16 hours daily). The selected 4 AWG cables provide 93-122 amperes (depending on temperature), adequate for the conveyors' motor power requirements.
Performance Data: The mining operation has used drilling mast cables in conveyor systems for 8+ years. Cable replacement has been necessary only due to major damage from equipment accidents or mining operations (e.g., cables caught by moving equipment), not from normal wear or environmental degradation. The cables' durability has contributed to the operation's conveyor reliability, with minimal production disruption from cable-related failures.
The operation estimates that using proper drilling mast cables (rather than cheaper standard alternatives) saved approximately $500,000 in prevented downtime costs over the 8-year period. This financial analysis demonstrates that proper cable selection, while increasing initial capital cost, provides substantial long-term value through improved reliability and reduced operational disruption.
Industry Trends and Future Developments: Evolution of Drilling Mast Cable Technology
Increasing Demand for High-Flex, Heavy-Duty Cables
The mining and drilling equipment industries continue to demand increasingly capable cables. Modern equipment designs emphasize mobility and flexibility—equipment that can be rapidly relocated and reconfigured to match evolving operational requirements. This design philosophy drives demand for cables that can withstand frequent repositioning without damage.
Additionally, mining and drilling operations are expanding into more challenging environments: deeper drilling, remote locations, and extreme climates. Equipment operating in these demanding conditions requires cables engineered specifically for high reliability under stress. Standard industrial cables, even when adequate for conventional applications, fall short of the demanding requirements of frontier operations.
Advancements in Insulation and Jacket Materials
While ethylene-propylene rubber (EPR) remains the industry standard for drilling mast cable insulation, materials science continues to advance. Newer rubber formulations are being developed that offer:
Enhanced Chemical Resistance: Next-generation insulation materials might resist a wider range of drilling fluids and process chemicals, expanding the environments where drilling mast cables can safely operate.
Improved Temperature Performance: Future materials might extend the high-temperature operating limit beyond 90°C, allowing equipment to operate at higher temperatures while maintaining cable reliability. This would benefit tropical mining operations and deep-well drilling where temperatures can exceed current design limits.
Self-Healing Properties: Experimental materials under development might repair minor damage autonomously—microscopic cracks or punctures might self-seal before propagating into major failures. This technology, while still in development, might eventually transform cable reliability in demanding applications.
Reduced Environmental Impact: As environmental concerns drive industrial equipment design, cable manufacturers are developing materials with reduced environmental impact: recycled content, biodegradable components, or materials that present no environmental hazard if released during equipment failure.
Growing Integration with Automated and Smart Systems
Modern drilling and mining equipment increasingly incorporates sensors, monitoring systems, and automated controls. Future drilling mast cables will likely integrate monitoring systems that report cable health status in real time.
Structural Health Monitoring: Embedded sensors might monitor insulation integrity, temperature, current flow, and mechanical stress. Equipment operators would receive continuous feedback about cable condition, enabling predictive maintenance: replacing cables before failure occurs rather than repairing failures after they happen.
Smart Cable Systems: Advanced cables might incorporate smart materials that adjust properties based on operating conditions. For example, a smart cable might increase its mechanical strength in high-vibration environments while maintaining flexibility for normal bending, automatically optimizing performance for actual operating conditions rather than generic design criteria.
Integration with Equipment Control Systems: The boundary between power delivery cables and control systems will likely blur. Future cables might integrate power delivery, control signals, and diagnostic monitoring into a unified system that seamlessly interfaces with equipment control electronics.
Conclusion: Why Drilling Mast Cable Quality Directly Impacts Operational Success
The drilling mast cable represents far more than an electrical component. In drilling operations, it's a critical infrastructure element that directly impacts productivity, safety, and operational success. The decision to invest in properly-selected, high-quality drilling mast cables versus cheaper alternatives affects equipment reliability, personnel safety, and operational costs for years or decades.
Modern drilling mast cables reflect decades of engineering experience and technological advancement. The materials (EPR insulation, thermosetting rubber jackets), the design philosophy (emphasis on extreme flexibility), and the construction techniques (fine stranding, reinforced braiding) all represent solutions to problems discovered through real operational experience.
Mining companies and drilling operations that invest in proper cable selection—matching specifications precisely to operating conditions, selecting materials for environmental resistance, and maintaining cables through preventive inspection and maintenance—consistently experience superior reliability and lower total operating costs. Operations that overlook cable quality and select based on initial cost alone discover the hidden costs of premature failures: downtime, emergency replacements, and safety hazards.
The three mining case studies presented here (diamond exploration in Botswana, oil sands production in Alberta, iron ore conveyor in Australia) represent thousands of similar operations worldwide. Each operation learned through experience that cable quality directly correlates with operational success. Each operation discovered that initial cost is minor compared to the costs of equipment downtime and operational disruption.
For mining professionals evaluating drilling mast cable requirements, the answer is clear: select cables engineered specifically for your application, matching voltage and current requirements precisely, selecting materials for your specific environmental exposure, and implementing proper installation and maintenance practices. The initial investment in quality cable infrastructure pays dividends throughout the equipment's operational life through improved reliability, reduced downtime, and lower total operating costs.
Port crane cables | Mining cables | Reeling cables | Trailing cables | Festoon cables | Heavy-duty power cables | Medium voltage cables | Offshore crane cables | Underground mining cables | Dragline cables | Shearer cables | Container handling cables | STS crane cables | RTG cables | Mobile equipment cables | Armored cables | Flexible power cables | VFD cables | Submersible cables | Cold resistant cables | Abrasion resistant cables | Flame retardant cables | Marine environment cables | Opencast mining | Underground operations
© 2006 All rights reserved.
[INDUSTRIAL_CABLES]
INDUSTRIAL GRADE CABLE SYSTEMS | PORT & MINING SOLUTIONS
TEL: +86 153 7530 2641 |MAIL: hongjing.Wang@feichuncables.com