
Gravity-Fed Basket Control Cable for Spreader Connection: Construction, Performance, and Engineering Value
Gravity-fed basket control cable for spreader connection with vertical payout and take-up. Kevlar reinforced, extra flexible conductor, EPR insulation, polychloroprene sheath, 300/500V rated. We manufacture and supply equivalent structural control cables for crane basket systems.
REELING CABLE
hongjing.Wang@Feichun
1/14/202612 min read
Introduction
In modern port terminals and heavy-duty industrial lifting facilities, the reliability of electrical power and signal transmission between a crane structure and its spreader or grab attachment is a matter of operational continuity and safety. Among the most demanding cable applications in this environment is the gravity-fed basket control cable — a component that must perform reliably under continuous vertical suspension, high-speed payout and take-up cycles, torsional stress, wind loading, and repeated mechanical fatigue.
This article provides a comprehensive technical overview of the gravity-fed collector cable designed for basket systems suitable for spreader connection, focusing on structural design, material characteristics, applicable crane types, and the engineering value it delivers over the service life of the equipment. We also supply equivalent structural control cables of this type with competitive pricing and full customization capability for project-specific requirements.
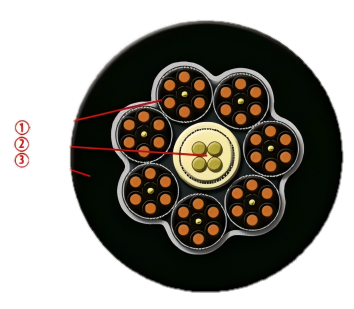
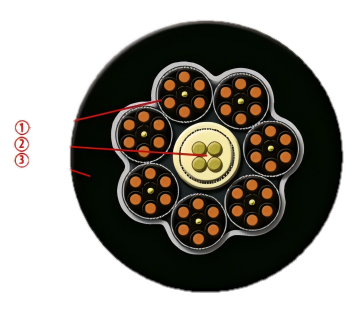
Structural Design: Engineering Built for Vertical Basket Operation
The structural architecture of a gravity-fed basket control cable is fundamentally different from a standard reeling or festoon cable. Each design decision is driven by the unique mechanical demands of vertical payout and take-up in basket collector systems.
Extra Flexible Copper Conductor (Class 5 / Class 6)
At the core of each individual conductor is a highly stranded copper construction conforming to Class 5 or Class 6 flexibility requirements under IEC 60228 (equivalent to VDE 0295). The use of very fine individual wire strands — typically with a maximum single wire diameter of 0.16 mm — significantly reduces the rigidity of each conductor bundle. This ultra-fine stranding minimizes internal mechanical stress during repeated bending cycles and prevents conductor work hardening, which is a leading cause of premature electrical failure in dynamic cable applications.
In a vertical basket system, where the cable is paid out by gravity and wound back under controlled tension, conductor flexibility directly determines resistance to fatigue cracking at the crossover points within the basket coil.
Special EPR (90°C) Insulation per Core
Each conductor is insulated with a special Ethylene Propylene Rubber (EPR) compound rated for a maximum continuous conductor temperature of 90°C, with short-circuit tolerance up to 250°C. EPR insulation is chosen specifically for its superior performance in dynamic applications: it maintains stable dielectric properties across a wide temperature range, resists ozone degradation, and retains its elasticity under repeated mechanical deformation. Unlike PVC insulation, which becomes stiff at lower ambient temperatures and cracks under dynamic stress, EPR compound remains pliable and resilient, maintaining the necessary flexibility even at operating temperatures as low as -25°C in motion.
The insulation compound also provides excellent resistance to moisture ingress and partial discharge, which is critical in open-air port environments subject to humidity, salt spray, and precipitation.
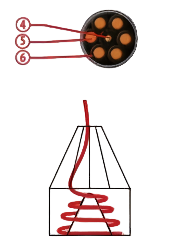
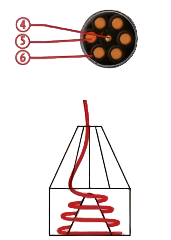
Compact 6-Core Group Assembly
The cores are assembled in a compact 6-core group configuration. This approach — grouping six insulated conductors into tight sub-bundles before final assembly — serves several interconnected mechanical functions. The compact grouping reduces the overall outer diameter of the cable relative to its conductor count, minimizes the internal void space that can allow core migration under torsional loading, and distributes mechanical stress more evenly across the cross-section during bending and uncoiling.
For basket collector cables, where the conductor assembly is left-hand laid (the conductors and groups are assembled in the left-hand direction), the group structure also works in coordination with the basket's coiling geometry. During installation, it is important to note that the cable turns to the left direction, and clockwise coiling starting from the bottom of the basket is recommended to maintain correct alignment and prevent cumulative twist.
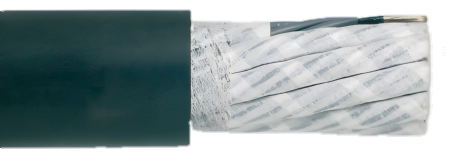
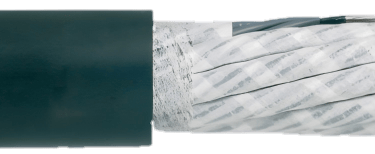
Aramid Fiber (Kevlar®) Central Tensile Reinforcement
One of the most important structural features distinguishing a basket-rated control cable from a standard control cable is the incorporation of Kevlar® (aramid fiber) central tensile support. The aramid yarn element is positioned at the geometric center of the cable assembly, functioning as a load-bearing spine that absorbs the vertical tensile forces generated by the suspended cable weight and basket dynamics.
Kevlar reinforcement provides an exceptionally high tensile strength-to-weight ratio — significantly exceeding steel wire rope on a per-unit-mass basis — while remaining completely non-conductive and corrosion-resistant. In a vertical basket application where maximum tensile loads can reach 4,000 N or more depending on cable length and configuration, the Kevlar central element prevents conductor displacement, core elongation, and the progressive loosening of the cable assembly that would otherwise occur under repeated gravitational loading.
The Kevlar element also contributes to the cable's anti-twist behavior. By providing a stable, low-elongation central axis, it resists the tendency of the cable to rotate under its own weight — a critical performance requirement for gravity-fed systems operating at speeds up to 160 m/min.
Heavy-Duty Polychloroprene (CR) Outer Sheath
The outer jacket is a specially compounded polychloroprene (neoprene) rubber, formulated to exceed the 5GM3 quality level as defined by relevant elastomeric compound standards. This compound is applied in a black color and provides the following key protective functions:
High abrasion resistance: The cable sheath is in repeated mechanical contact with basket edges, guide rollers, and structural elements during every payout-retake cycle.
Oil and weather resistance: Port environments expose cables to hydraulic fluid contamination, UV radiation, salt atmosphere, and extreme temperature variation.
Flame retardancy: The polychloroprene base material provides inherent fire-resistant characteristics relevant to industrial safety requirements.
Flexibility retention: The CR compound maintains its mechanical properties across the full operating temperature range without becoming brittle at low temperatures or softening excessively at elevated ambient conditions.
Electrical and Mechanical Ratings
The standard gravity-fed basket control cable is rated for a nominal voltage of 300/500 V, with a maximum AC voltage of 550 V and an AC voltage test level of 2 kV. This voltage class is appropriate for control signal and power transmission between the crane and the spreader or grab attachment.
The standard operating temperature range for in-motion applications is -25°C to +80°C (ambient), with low-temperature enhanced versions (Type K) available for service down to -40°C in operation. The maximum operating speed for vertical basket application is 160 m/min.
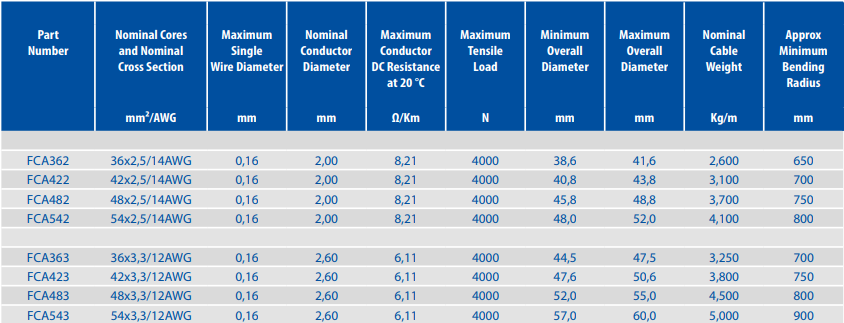
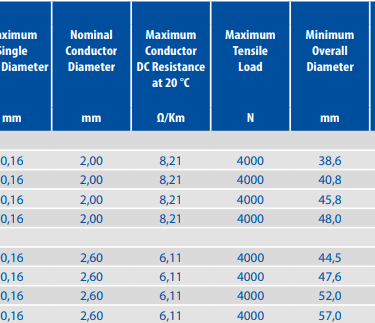
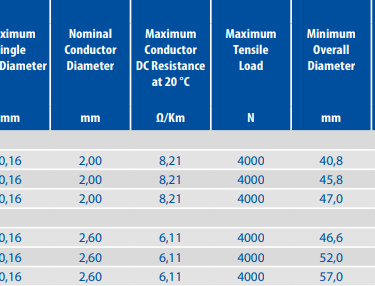
Conductor DC resistance at 20°C for the 2.5 mm² cross-section (14 AWG equivalent) is a maximum of 8.21 Ω/km, with maximum tensile load rating of 4,000 N across the cable range. Typical overall diameters range from approximately 38.6 mm to 60.0 mm depending on core count (36 to 54 cores), with approximate minimum bending radii of 650 mm to 900 mm for basket application.
Applicable Crane Types and Motion Conditions
The gravity-fed basket control cable is engineered specifically for the following heavy-duty material handling platforms:
Ship-to-Shore (STS) Container Cranes: These cranes deploy spreader attachments that require continuous and reliable control signal transmission during high-cycle container handling operations. The vertical basket collector provides a compact, maintenance-efficient cable management solution compared to festoon or slip-ring alternatives.
Rail-Mounted Gantry (RMG) Cranes with Spreader Systems: In automated terminal environments, RMG cranes demand cable systems capable of sustaining high operational duty cycles with minimal intervention. The Kevlar reinforced vertical payout design supports these demanding duty requirements.
Grab Cranes for Bulk Material Handling: Grab buckets used in coal, ore, and grain terminals impose significant dynamic tensile loads on the spreader connection cable. The anti-twist structural design and high tensile load tolerance make this cable type particularly well suited for grab crane applications.
Port and Industrial Lifting Machinery with Vertical Basket Collectors: Any application where the cable is stored in a basket coil and paid out vertically under gravity — rather than wound on a conventional drum — falls within the design envelope of this cable family.
The cable is not suitable for reeling drum applications, festoon systems, or cable laid on ground, as these applications require different mechanical construction philosophies. The vertical basket collector cable is purpose-designed and optimized exclusively for gravity-fed basket systems.
Comparison with Standard Control Cables
Understanding why a standard control cable fails in a vertical basket environment helps clarify the engineering rationale behind every design choice in the basket-rated cable. A conventional reel or festoon control cable is typically built with a Class 5 tinned flexible conductor, EPR or thermopolymer insulation, no central tensile support element, a concentric core lay, and a standard 5GM3 polychloroprene sheath. It is rated at 0.6/1 kV and carries a typical maximum tensile load of between 1,000 N and 2,500 N depending on construction.
The gravity-fed basket control cable differs from this baseline in every structurally significant dimension. The conductor uses ultra-fine plain copper wire to Class 5 or 6 flexibility. The insulation is a specially compounded EPR rated to 90°C conductor temperature. The compact 6-core group assembly replaces the conventional concentric lay. The Kevlar aramid central tensile core — absent entirely from standard cables — carries up to 4,000 N of vertical tensile load. The outer sheath compound exceeds the 5GM3 standard. The rated voltage is 300/500 V, matched precisely to spreader control circuit requirements. And the entire construction is certified lead-free as standard, supporting environmental compliance requirements.
The most consequential of these differences is the tensile support element. Without the Kevlar central core, a conventional control cable deployed in a vertical basket application will experience progressive conductor displacement, core loosening, and mechanical failure at the basket crossover points — typically within a fraction of the service life that a correctly specified anti-twist vertical basket cable would achieve. The compact group structure also distributes bending stress in a fundamentally different way from a concentric lay, giving the basket cable markedly superior resistance to fatigue at the locations of highest mechanical loading.
Engineering Value: Service Life, Reliability, and Safety
Extended Service Life
The combination of ultra-fine Class 6 conductors, EPR insulation, and Kevlar tensile reinforcement directly addresses the three primary failure modes of cables in vertical basket applications: conductor fatigue fracture, insulation cracking under dynamic stress, and mechanical elongation leading to core displacement. By engineering against all three failure modes simultaneously, the Kevlar reinforced vertical basket control cable delivers significantly extended service intervals compared to non-purpose-designed cables, reducing unplanned downtime and total replacement costs over the operational life of the crane.
Operational Reliability in Severe Conditions
Port and industrial crane environments impose simultaneous mechanical, chemical, and thermal stresses on cables. The polychloroprene outer sheath resists oil contamination from hydraulic systems, UV degradation from outdoor exposure, and abrasion from contact with basket structure elements on every operating cycle. The EPR insulation compound maintains stable electrical performance across the full temperature range encountered in northern European winter port operations through to equatorial summer terminal conditions. These material properties collectively support consistent, predictable electrical performance throughout the cable's installed life, even in environments where other cable types would show measurable deterioration within the first year of service.
Lead-Free Design and Environmental Compliance
The gravity-fed basket control cable is manufactured as a fully lead-free design, without metallic lead content in any compound layer. This ensures compliance with RoHS Directive 2011/65/EU restrictions on hazardous substances and supports procurement requirements in environmentally regulated markets globally. Full REACH compliance is maintained across all constituent materials, and the cables are produced under ISO 14001 environmental management certification.
Safety in Vertical Suspension
A cable failure in a vertical basket system has potential consequences that extend well beyond equipment damage. Electrical faults in the spreader connection cable can result in loss of crane control during a load transfer cycle, while mechanical failure can result in a dropped load or uncontrolled spreader movement. The engineered tensile load capacity of 4,000 N, combined with the anti-twist Kevlar core and the compact group assembly, provides a robust safety margin above the nominal suspended cable weight under all specified operating conditions, supporting the duty-of-care obligations of terminal operators and crane OEMs alike.
Our Equivalent Structural Cable Solution
We manufacture and supply equivalent structural control cables for gravity-fed collector basket systems with spreader connection compatibility. Our cables are built to the same mechanical design philosophy as the leading market products in this category: compact 6-core group construction, Kevlar aramid central tensile support, extra flexible plain copper conductor, special EPR-grade insulation, and heavy-duty polychloroprene outer sheath. The full construction is lead-free and environmentally compliant as standard.
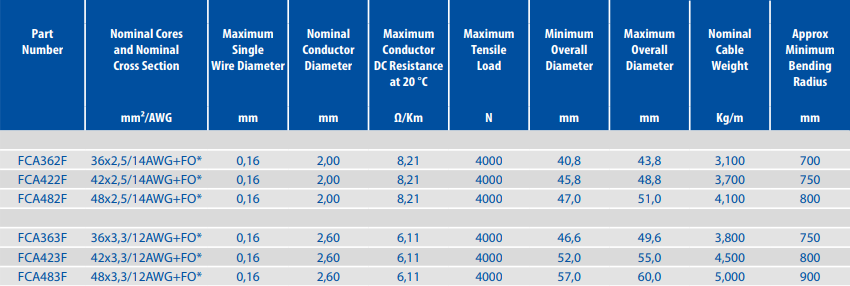
Beyond the standard configuration, we offer a range of custom engineering options to match project-specific requirements. Ultra-low temperature resistance down to -50°C is available for Arctic or cold-climate terminal operations. Oil and chemical resistant sheath upgrades are offered for refineries or chemical handling terminal environments. Integrated fiber optic elements can be incorporated for data-intensive crane automation and anti-collision systems, with 6 to 24 optical fibers available in 62.5/125, 50/125, or monomode E9/125 types. Hybrid power and control cable structures combining power cores and screened signal cores in a single anti-twist vertical payout cable are also within our manufacturing capability. Custom tensile load capacities can be engineered for extended cable lengths or heavier basket configurations, and fleet angle adaptation optimization is available for non-standard basket geometries.
Our equivalent basket control cables provide a cost-competitive alternative to comparable market products, without compromise on structural performance, material quality, or the certification standards that vertical basket spreader connection applications demand. For volume procurement, project-specific engineering support, and comparative technical datasheets, we welcome direct inquiry from terminal operators, crane OEMs, and electrical contractors.



Frequently Asked Questions
Q: Why must the cable be coiled clockwise starting from the bottom of the basket?
A: The conductor and group assembly is left-hand laid, meaning the cable has a natural rotational tendency in the left-hand direction when placed under tension. Clockwise coiling from the basket bottom counteracts this inherent lay direction and prevents cumulative twist accumulation during repeated payout and retake cycles. Installing the cable in the incorrect coiling direction leads to progressive torsional stress buildup, which accelerates fatigue failure at the basket crossover points and significantly shortens cable service life.
Q: Can a standard 0.6/1 kV reeling control cable be substituted in a vertical basket application?
A: No, and this substitution is one of the most common causes of premature cable failure in basket collector systems. A standard reel or festoon control cable lacks the Kevlar central tensile core required to support the suspended cable weight in a vertical gravity-fed application. Without tensile reinforcement, conductor displacement and core loosening occur rapidly under gravitational loading cycles, leading to electrical failure well before the end of the cable's otherwise rated mechanical life. The basket application requires a purpose-designed cable with the appropriate tensile load rating, the compact group assembly, and the anti-twist structural design — none of which are present in a conventional reeling cable.
Q: What is the maximum operating speed this cable is rated for in basket application?
A: The gravity-fed basket control cable is rated for a maximum operating speed of 160 m/min in vertical basket application. This covers the full range of commercial container crane and grab crane operational speeds encountered in standard port terminal environments.
Q: Is this cable suitable for use in ATEX-classified hazardous area zones?
A: The standard cable construction is not certified for ATEX hazardous area use. However, upon request, a special construction with a copper braid screen layer added in accordance with ATEX zone recommendations is available, enabling deployment in petrochemical terminals, LNG handling facilities, or other classified environments where the standard construction would not be permitted.
Q: Does the Kevlar central element affect the electrical performance of the cable?
A: No. The Kevlar central support element is purely mechanical — it is a non-conductive aramid fiber yarn whose sole function is to carry tensile load. It has no influence whatsoever on the electrical characteristics of the conductors, the insulation resistance, or the dielectric strength of the cable. The electrical performance of the cable is determined entirely by the copper conductor cross-sections and the EPR insulation system.
Q: How do I select the correct core count and cross-section for my spreader connection application?
A: Core count and cross-section selection depends on the number of control channels, power circuits, interlock functions, and signal paths required between the crane structure and the spreader or grab. Our technical team can review existing spreader wiring diagrams and crane control architecture to recommend the appropriate cable configuration. Available conductor cross-sections range from 2.5 mm² to 3.3 mm² per core, with total core counts from 36 to 54 cores in the standard anti-twist vertical payout cable range, and fiber optic integrated variants available for applications requiring simultaneous data and control transmission.
Q: What makes your equivalent cable more cost-effective than established market alternatives?
A: Our manufacturing facilities operate under ISO 9001:2015 quality management certification with direct control over compound formulation, conductor stranding, and cable assembly processes. By eliminating multiple layers of distribution margin and offering direct technical engagement with procurement and engineering teams, we are able to supply structurally equivalent gravity-fed basket control cables with the same Kevlar reinforced vertical payout performance at a meaningfully lower total cost of ownership. We also offer flexibility on reel lengths, delivery schedules, and documentation packages that standard catalogue suppliers typically cannot match.
Conclusion
The gravity-fed basket control cable for spreader connection represents one of the most mechanically and structurally demanding cable applications in industrial crane systems. Its combination of ultra-fine Class 6 conductors, 90°C EPR insulation, compact 6-core group structure, Kevlar aramid central tensile reinforcement, and heavy-duty polychloroprene outer sheath creates a cable that is purpose-engineered for the specific and unforgiving stresses of vertical payout and take-up operation in basket collector systems — stresses that would rapidly destroy a standard reeling or festoon cable.
We supply structurally equivalent cables to this specification with the same engineering design philosophy, competitive pricing, and full customization capability. Whether you are sourcing for a new terminal build, a crane refurbishment, or a scheduled cable replacement program, our technical team is prepared to support your specification, sampling, and procurement process with detailed product data, engineering consultation, and responsive project support.
Port crane cables | Mining cables | Reeling cables | Trailing cables | Festoon cables | Heavy-duty power cables | Medium voltage cables | Offshore crane cables | Underground mining cables | Dragline cables | Shearer cables | Container handling cables | STS crane cables | RTG cables | Mobile equipment cables | Armored cables | Flexible power cables | VFD cables | Submersible cables | Cold resistant cables | Abrasion resistant cables | Flame retardant cables | Marine environment cables | Opencast mining | Underground operations
© 2006 All rights reserved.
[INDUSTRIAL_CABLES]
INDUSTRIAL GRADE CABLE SYSTEMS | PORT & MINING SOLUTIONS
TEL: +86 153 7530 2641 |MAIL: hongjing.Wang@feichuncables.com