
Halogen-Free Crane Cable 0.6/1 kV: (N)12YRD11YT11Y-J Full Specs
Explore the full specs of halogen-free PUR crane cables rated 0.6/1 kV — conductor design, bending radius, drag chain use, and conductor size selection guide.
CRANE CABLE
hongjing.Wang@Feichun
3/4/20268 min read


What Is a Halogen-Free Crane Cable?
Halogen-free crane cables are power and control cables whose insulation and sheathing contain no chlorine, fluorine, bromine, or iodine, so they do not release corrosive, toxic gases or dense smoke in a fire. This low smoke emission improves visibility during evacuation and reduces damage to metal structures and electronic equipment in enclosed ship holds, terminals, and machine rooms. Compared with standard PVC cables, halogen-free PUR designs offer higher mechanical strength, better abrasion resistance, and more robust resistance to oils, UV, and moisture, while maintaining flexibility at low temperatures. PVC sheaths can harden, crack, and chalk under intense sunlight and salt mist, which accelerates moisture ingress and leads to premature failures in port and offshore installations. Halogen-free PUR formulations are engineered to meet RoHS 2015/863/EU, LVD 2014/35/EU, and CPR 305/2011 requirements, and are typically tested to EN 60332-1-2, EN 60811-404, and EN 61034 for fire, oil, and smoke behavior.
Design and Construction Overview
The conductor system is made from bare copper wires, finely stranded to Class 5 according to IEC/EN 60228, ensuring high flexibility and resistance to fatigue under repeated bending and acceleration in drag chains and trolley systems. Class 5 stranding distributes mechanical stress across many fine wires, reducing the risk of strand breakage when the cable is reeled, festooned, or looped over long travel lengths. Insulation is based on a polyester compound, with core identification following DIN 0293-308: up to five cores are color-coded, while six or more are white with printed numbers, with optional green/yellow protective conductors for earthing. Cores are stranded in layers around a central supporting element of aramid yarns, which absorbs tensile forces and limits stretch, protecting the copper conductors from excessive mechanical load in vertical or long-travel runs. Around this core bundle, a halogen-free PUR inner sheath is extruded, followed by a textile braid reinforcement and then a black, matt halogen-free PUR outer sheath with inkjet marking for traceability and maintenance tracking.

Electrical Parameters and Ratings
These cables are designed with a rated voltage U0/UU0/U of 0.6/1 kV, making them suitable for low-voltage power and control circuits on cranes, hoists, and conveyor systems. The maximum permissible operating voltage is typically 0.7/1.2 kV for AC systems and 0.9/1.8 kV for DC systems, providing a safety margin for transient overvoltages and system tolerances. An AC test voltage of 2.5 kV is applied during routine testing to verify insulation integrity and ensure long-term dielectric strength under real-world stresses. Current-carrying capacity follows DIN VDE 0298-4, so conductor cross-sections from 1.5 mm² to 35 mm² can be selected based on load current, installation method, and ambient temperature. For designers, this combination of rated voltage and standardized current ratings simplifies integration into existing industrial power distribution schemes and helps ensure protective device coordination.
Thermal and Mechanical Specifications
For thermal performance, these cables can be installed in fixed applications at ambient temperatures from –50 °C to +90 °C and operated flexibly between –40 °C and +90 °C, with a maximum conductor temperature of 90 °C under normal load. In short-circuit conditions, permissible conductor temperature rises to 250 °C, reflecting the thermal robustness of the conductor and insulation system during brief fault events. Mechanically, maximum tensile load is limited to 25 N/mm² per conductor, with the aramid central element taking additional traction in vertical reeling and long-travel systems. The minimum bending radius is 6 times the outer diameter for fixed installation and 7.5 times the outer diameter for free-moving use, which is crucial for drag chain and festoon layouts to avoid conductor and sheath fatigue. In trolley systems and high-duty drag chains, cyclic bending and torsion create millions of load cycles; choosing cables with suitable bending radius and Class 5 conductors significantly extends service life and reduces unexpected downtime.
Chemical and Environmental Resistance
The PUR sheath and overall materials system are engineered for extensive chemical and environmental resistance, including oils, UV, ozone, moisture, and saline atmospheres. Oil resistance is verified according to DIN EN/IEC 60811-404, ensuring that hydraulic oils, lubricants, and many industrial fluids do not rapidly soften or crack the sheath in crane machinery spaces and equipment rooms. Polyurethane offers very low water absorption and strong hydrolysis resistance, so it maintains flexibility and mechanical strength even after long exposure to humidity, spray, or saltwater contact. Weather resistance is specified as unrestricted indoor and outdoor use, with resistance to ozone, UV radiation, and moisture, which is essential for cables running along booms, gantries, and open runways exposed to tropical sunlight and heavy rain. These cables are also suitable for permanent water immersion up to 50 m depth (AD8), though not for drinking water, providing robust performance in pits, flooded cable trays, and certain underwater segments.
Harsh Marine and Port Environment Challenges
Marine and port environments combine high humidity, salt mist, temperature swings, mechanical shocks, and chemical exposure from fuels, oils, and cleaning agents. Salt-laden air and spray accelerate corrosion and promote stress cracking in conventional PVC sheaths, particularly under strong UV radiation common in coastal and equatorial regions. Cranes in container terminals and offshore platforms experience constant mechanical motion: reeving, hoisting, slewing, and trolley travel create continuous bending, torsion, and vibration that challenge cable constructions. Wet heat conditions, such as those found in tropical ports, promote both corrosion and microbial growth, which can degrade susceptible polymers and compromise electrical insulation if materials are not carefully selected. Halogen-free PUR crane cables address these challenges with UV-stabilized, hydrolysis-resistant sheaths, mechanically robust reinforcements, and water-resistant constructions that maintain performance in long-term port and marine service.
Materials Science: Why PUR, Polyester, and Aramid Work
The performance of these cables in harsh conditions is rooted in materials science, particularly the molecular architecture of PUR, polyester insulation, and aramid yarns. Polyurethane is a segmented polymer with alternating hard and soft segments; the hard segments provide strength and abrasion resistance, while the soft segments maintain flexibility, even at low temperatures. Its cross-linked structure and hydrophobic nature limit water uptake and resist hydrolytic degradation, which is why PUR maintains elasticity and toughness after years of exposure to humid, salty, or oily environments. Polyester insulation offers good dielectric properties, thermal stability up to 90 °C, and resistance to many chemicals, making it suitable for compact insulation layers around Class 5 copper conductors. Aramid yarns in the central supporting element have very high tensile strength and excellent fatigue resistance due to their rigid rod-like molecular chains and strong intermolecular hydrogen bonding, allowing them to carry tensile loads without significant creep or elongation. Together, these materials form a composite cable structure where each layer contributes a specific function—electrical conduction, insulation, tensile support, and environmental shielding—resulting in long-term reliability in cranes, drag chains, and marine installations.
Applications and Environmental Suitability
Halogen-free PUR crane cables are intended for trolley systems, overhead crane installations, drag chains on moving machine parts, conveyor facilities, and automated production lines where frequent mechanical bending cycles occur. They are suitable for dry rooms, wet rooms, and outdoor environments, including areas with heavy spray, condensation, and intermittent flooding in industrial plants and port terminals. In marine and offshore contexts, these cables can be used in reeling systems, festoons on ship-to-shore cranes, container spreaders, and deck machinery, where oil, seawater, and UV exposure are daily realities. The combination of AD8 water immersion capability, oil and UV resistance, and a wide operating temperature range means a single cable design can often cover multiple installation scenarios on the same crane or port facility, simplifying procurement and maintenance. Their halogen-free, low-smoke behavior makes them especially attractive for enclosed or partially enclosed areas where fire safety and evacuation visibility are critical, such as machinery rooms, enclosed walkways, and shipboard installations.
Conductor Configurations and Sizing Guidelines
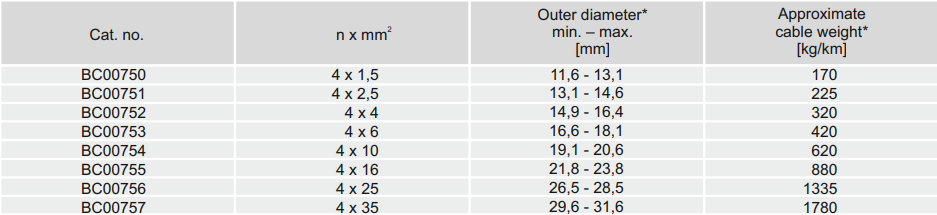
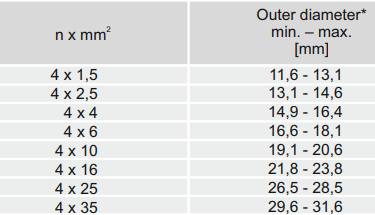
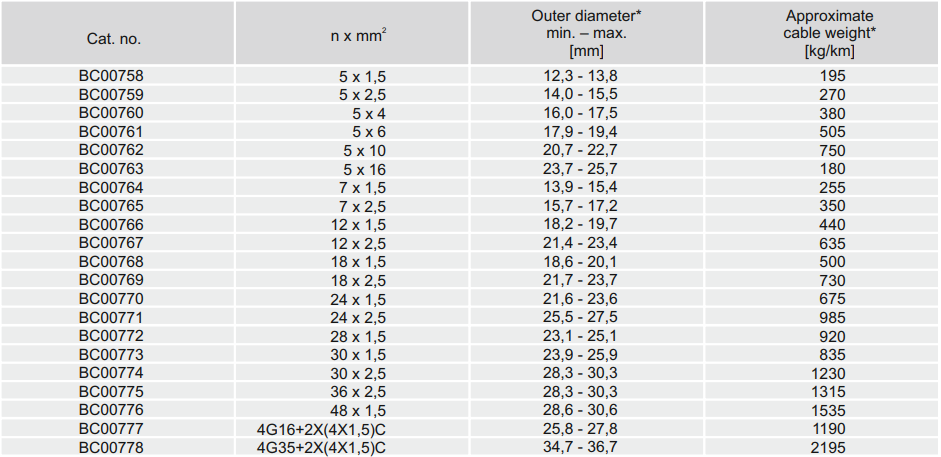
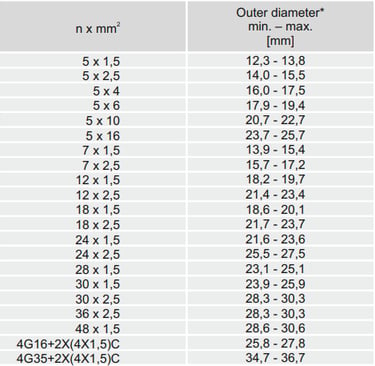
Available configurations span from 4 to 48 cores, with standard cross-sections from 1.5 mm² to 35 mm², enabling both power and multi-core control functions within a single cable family. Typical variants include simple 4-core power cables (for example 4×1.5 mm² up to 4×35 mm²) and multi-core control versions such as 12×1.5, 18×1.5, 24×1.5, 30×2.5, and 48×1.5 mm² for complex crane control circuits. Hybrid constructions like 4G16+2×(4×1.5)C or 4G35+2×(4×1.5)C combine power cores with bundled control pairs, reducing cable count and simplifying cable management along booms and festoon systems. Outer diameters typically range from about 11.6 mm to 36.7 mm, with approximate cable weights from around 170 kg/km to 2,195 kg/km, parameters that influence drag chain selection, support spacing, and reeling drum sizing. When selecting conductor cross-section, engineers should calculate load current, consider ambient temperature, grouping factors, and installation method (fixed or movable), and then reference DIN VDE 0298-4 current ratings and voltage drop limits to ensure both thermal and electrical performance.
Compliance, Standards, and Warranty
These halogen-free PUR crane cables are designed to comply with European directives such as RoHS 2015/863/EU for hazardous substances, LVD 2014/35/EU for electrical safety, and CPR 305/2011 for construction products. Fire behavior is tested to DIN EN/IEC 60332-1-2, confirming flame-retardant properties and limited flame spread along the cable in the event of ignition. Oil resistance is verified against DIN EN/IEC 60811-404, while weather resistance encompasses ozone, UV, and moisture exposure, supporting unrestricted indoor and outdoor use. Many comparable PUR crane cables also carry marine and offshore approvals (such as DNV or similar) and may be tested for saltwater resistance and mud resistance under sector-specific standards like NEK 606, depending on application requirements. Typical warranty periods around 24 months signal confidence in materials and construction quality, though actual service life in port and marine environments often far exceeds this when cables are correctly installed and mechanically protected.
How to Select the Right Crane Cable
Choosing the right crane cable starts with defining the rated system voltage and calculating the maximum continuous and peak currents so that the conductor cross-section meets thermal and voltage drop criteria. Next, the installation type must be identified: fixed installation, occasional movement, or continuous flexing in drag chains, festoons, or reeling systems, since each scenario imposes different bending radius and fatigue requirements. Environmental conditions—ambient temperature, presence of oils or chemicals, UV exposure, salt mist, and risk of water immersion—must then be assessed to confirm that the sheath material (PUR) and any additional protections (armor, screens) match the site conditions. For drag chain applications, the minimum bending radius of 7.5× cable outer diameter should be compared against chain geometry; undersized chains impose excessive curvature and drastically shorten cable life. Finally, the required core count and any need for combined power and control within a single cable should be determined, followed by verification that the selected cable meets local wiring regulations, applicable IEC and EN standards, and site-specific approvals.
Frequently Asked Questions (FAQ)
Permanent underwater use is possible up to 50 m depth (AD8), provided the water is not for drinking and appropriate terminations are used; this makes the cable suitable for flooded pits, docks, and certain subsea segments in industrial settings. Fixed installation ratings refer to situations where the cable is installed without regular movement, allowing tighter bending radii and less mechanical fatigue, whereas flexible operation ratings apply when the cable is continuously bent, rolled, or moved, mandating larger bending radii and stricter tensile limits. Aramid yarn is used as a central support element because of its high tensile strength, low elongation, and fatigue resistance, shifting tensile loads away from the copper conductors and thus preventing conductor breakage in vertical or long-travel crane runs. Class 5 stranding indicates a flexible conductor made from many fine wires, which significantly improves flex life and allows the cable to handle repeated bending and vibration compared to rigid or Class 2 conductors. For food processing or chemical plants, the cable’s oil, moisture, and temperature resistance are advantageous, but users should verify specific chemical compatibility and hygiene or washdown requirements for the exact environment.
Conclusion: Robust Cables for Harsh Environments
Halogen-free PUR crane cables rated 0.6/1 kV provide a combination of low smoke emission, high mechanical flexibility, UV and oil resistance, water immersion capability, and a wide operating temperature range tailored to harsh industrial, port, and marine environments. Their materials science–driven design—Class 5 copper conductors, polyester insulation, aramid tensile members, and hydrolysis-resistant PUR sheathing—delivers long service life under salt mist, wet heat, and continuous mechanical stress. For critical applications on cranes, drag chains, and offshore machinery, consulting a cable specialist with detailed load, layout, and environmental data helps ensure optimal cable selection and compliance with relevant standards and local regulations.
Port crane cables | Mining cables | Reeling cables | Trailing cables | Festoon cables | Heavy-duty power cables | Medium voltage cables | Offshore crane cables | Underground mining cables | Dragline cables | Shearer cables | Container handling cables | STS crane cables | RTG cables | Mobile equipment cables | Armored cables | Flexible power cables | VFD cables | Submersible cables | Cold resistant cables | Abrasion resistant cables | Flame retardant cables | Marine environment cables | Opencast mining | Underground operations
© 2006 All rights reserved.
[INDUSTRIAL_CABLES]
INDUSTRIAL GRADE CABLE SYSTEMS | PORT & MINING SOLUTIONS
TEL: +86 153 7530 2641 |MAIL: hongjing.Wang@feichuncables.com