
Hamad Port Crane Communication System – FESTOON PUR FO 2×12/125 Fiber Optic Cable for High-Speed Festoon Applications in Middle East Ports
Discover how FESTOON PUR FO 2×12/125 heavy duty fiber optic festoon cable supports crane communication systems at Hamad Port. Designed for high-speed trolley movement up to 240 m/min, UV resistance, oil resistance, and harsh Middle East port climates.
hongjing.Wang
3/17/202611 min read

Introduction: Why Fiber Optics Now Define Modern Port Crane Communication
The evolution of container terminal automation has fundamentally changed the demands placed on cable infrastructure. In today's high-throughput port environments, real-time data exchange — between trolley-mounted sensors, programmable logic controllers, and centralized terminal operating systems — must be continuous, high-bandwidth, and latency-free. Copper-based communication cables, long the default choice, are increasingly unable to meet these requirements. Electromagnetic interference from crane drive systems, signal degradation over longer cable runs, and bandwidth ceilings imposed by copper conductors all make fiber optic technology the technically superior solution for modern crane communication.
Yet specifying a fiber optic cable for a static data center rack is a fundamentally different engineering exercise from specifying one for a festoon-mounted crane application. In a festoon system, the cable is not passive infrastructure — it is a mechanically dynamic component, subject to continuous bending cycles, tensile loading, vibration, and environmental exposure across its entire service life. The cable must combine the precision optical performance of telecommunications-grade fiber with the rugged mechanical durability of an industrial crane cable. That is the engineering challenge that the FESTOON PUR FO 2 × 12 …/125 heavy-duty fiber optic festoon cable is purpose-built to address.
Real-World Application Context: Hamad Port, Doha, Qatar
To understand why cable specification matters so critically, consider the operational environment at Hamad Port — one of the most demanding container terminal environments in the world.
Located on the eastern coast of Qatar near Doha, Hamad Port is the country's principal seaport and a strategic logistics gateway for the entire Gulf Cooperation Council region. The port was inaugurated in 2016 and has since expanded into one of the largest and most technologically advanced container terminals in the Middle East. It covers a total area of more than 26 square kilometers and features a design capacity exceeding 7.5 million TEUs (twenty-foot equivalent units) per year. The port operates multiple berths capable of accommodating the world's largest ultra-large container vessels, with quay cranes featuring outreach exceeding 70 meters.
Hamad Port is not simply a large port — it is an automated port. Its container yards employ rail-mounted gantry cranes (RMGs) operating in semi-automated and fully automated configurations, integrated with real-time tracking, optical positioning systems, and terminal management platforms. Ship-to-shore (STS) cranes are equipped with advanced anti-sway control systems and high-definition camera networks for remote operator assistance. Every one of these systems depends on a continuous, high-speed fiber optic communication link running through the festoon cable system on each crane.
The climatic environment at Hamad Port compounds the engineering challenge. Doha regularly records summer ambient temperatures exceeding 45 °C to 48 °C, with direct solar radiation significantly elevating surface temperatures on exposed crane structures. UV radiation intensity at this latitude is extreme year-round. Sand and particulate contamination from the surrounding desert environment, combined with maritime humidity from the Arabian Gulf, create a corrosive and abrasive operating atmosphere. Any fiber optic festoon cable deployed at Hamad Port must maintain optical and mechanical integrity under all of these conditions simultaneously — not merely at commissioning, but throughout an expected service life measured in years of continuous operation.

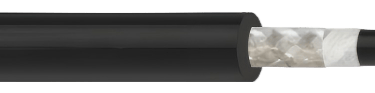
Cable Architecture: A Structural Engineering Perspective
The FESTOON PUR FO 2 × 12 …/125 cable is constructed as a layered mechanical and optical system, with each component selected to address a specific failure mode in the festoon application environment.
Optical Fiber Core Elements
The cable is configured in a dual-tube optical fiber bundle, with each tube containing 12 optical fibers — yielding a total of 24 fibers per cable. Three fiber type variants are available to match system bandwidth and distance requirements:
The E9/125 single-mode design uses OS2-grade 9/125 µm fiber compliant with ITU-T G.652 D and DIN EN IEC 60793-2-50. This variant is the correct choice for long-haul quay crane applications where signal runs may extend hundreds of meters from the trolley communication interface to the terminal's central control systems. OS2 single-mode fiber offers essentially unlimited bandwidth over these distances with negligible attenuation.
The G62.5/125 multimode design employs OM1-grade 62.5/125 µm graded-index fiber conforming to DIN EN IEC 60793-2-10 A1-OM1 and the IEEE 802.3 Gigabit Ethernet Standard. This configuration is appropriate for shorter crane-internal communication links where multi-gigabit transmission over spans up to approximately 220 meters is required.
The G50/125 multimode design utilizes 50/125 µm graded-index fiber in OM2 through OM4 grades per DIN EN IEC 60793-2-10 A1-OM2 to OM4 and ITU-T G.651. OM4 fiber in this format supports 10 Gigabit Ethernet over cable runs of up to 400 meters, making it the preferred specification for high-bandwidth automation applications such as real-time video feeds from trolley cameras or high-frequency encoder data from positioning systems.
In all variants, individual fiber color coding follows ANSI/TIA/EIA 598-A standards, ensuring that field termination and troubleshooting can be performed according to universally recognized conventions — a practical operational requirement when maintenance teams may be working under time pressure in complex port environments.
Tube 1 and Tube 2 carry distinct color identifiers (yellow/red for E9, blue/red for G62.5, and green/red for G50), providing unambiguous visual differentiation even in low-light installation conditions. Custom fiber type combinations — for example, 12 fibers of G50 paired with 12 fibers of G62.5 in a single cable — can also be specified for applications requiring simultaneous support of different transmission protocols.
Synthetic Strain Relief System
Positioned around the optical fiber tubes, the synthetic strain relief elements form the mechanical backbone of the cable's tensile management system. These elements are specifically engineered to absorb and redistribute axial tensile forces that arise during festoon trolley travel, preventing any of that load from being transferred to the delicate optical fiber elements. This is a critical design feature: optical fibers must never be subjected to tensile stress in a dynamic application, as even small elongations can increase fiber attenuation, and repeated strain cycling leads to microfracture propagation over time.
TPE Inner Jacket
The inner thermoplastic elastomer (TPE) jacket encases the optical fiber bundle and strain relief assembly as a unified, protected subunit. TPE offers a combination of mechanical flexibility and dimensional stability that makes it well-suited for this layer. Its elastic properties allow the inner assembly to flex smoothly without creating internal stress concentrations at any bending angle within the cable's rated radius.
Separating Tapes
Between the inner jacket and the outer reinforcement structure, separating tapes serve both a mechanical and a maintenance function. Mechanically, they prevent the reinforcement braid from embedding into or adhering to the inner jacket during cyclic movement — a phenomenon that can occur over time in dynamic cable applications and that ultimately leads to inconsistent bending behavior. From a serviceability perspective, separating tapes make it possible to remove the outer sheath cleanly during termination or repair without damaging the inner assembly.
High-Technology Multifilament Reinforcement Braid
The outer reinforcement layer consists of a braid of high-technology multifilament threads, characterized by two specifically selected material properties: non-hygroscopic behavior (the braid does not absorb moisture) and low shrinkage (the braid retains its dimensional stability across the full operating temperature range). Both properties are directly relevant to long-term performance in the Hamad Port environment.
Moisture absorption in a reinforcement element causes differential behavior between wet and dry conditions — a cable that tightens up in humid conditions and relaxes in dry conditions will exhibit inconsistent mechanical characteristics that accelerate fatigue. Low shrinkage ensures that the braid does not contract at elevated temperatures and compress the inner optical assembly, which would increase attenuation and risk fiber damage over time.
PUR Outer Sheath with Dielectric Yarn Reinforcement
The polyurethane (PUR) outer sheath is the cable's primary interface with the external environment and the festoon system hardware. The selection of PUR as the sheath material represents a deliberate engineering choice that distinguishes this cable from alternatives using PVC or standard thermoplastic elastomers.
PUR is inherently superior to PVC in three critical respects for this application. First, its abrasion resistance — the ability to withstand repeated mechanical contact with festoon trolley guides, hangers, and cable trays without surface degradation — is significantly higher. In a festoon system operating at trolley speeds up to 240 m/min, the cable surface undergoes continuous friction contact with guide elements. A sheath material that progressively abrades will eventually compromise the mechanical integrity of the cable beneath it.
Second, PUR demonstrates excellent oil and chemical resistance, formally characterized by compliance with IEC 60811-404. On crane structures, exposure to hydraulic fluid, lubricating oils, and cleaning agents is unavoidable. These substances attack many sheath materials, causing swelling, cracking, or embrittlement. PUR's chemical stability ensures that the sheath remains dimensionally stable and mechanically intact in the presence of these common contaminants.
Third, the PUR sheath is UV-stable and weathering-resistant, rated for unrestricted outdoor use with resistance to ozone, UV radiation, and moisture. In Hamad Port's high-UV-intensity environment, a sheath material without these properties would undergo progressive degradation — surface cracking, loss of flexibility, and embrittlement — within a very short period of service.
The sheath is further reinforced with dielectric yarn elements integrated into the PUR matrix. These yarns provide additional tensile strength without introducing any metallic elements — a critical design principle for a fiber optic cable, which must remain entirely non-conductive to preserve its immunity to electromagnetic interference and to prevent any galvanic interactions with crane metalwork.
The outer sheath carries inkjet marking for cable identification and is finished in black matt — a color selection that is not merely aesthetic but functional, as black pigmentation provides the best UV absorption and resistance characteristics for outdoor cable sheaths.
The cable is also confirmed halogen-free, compliant with RoHS 2015/863/EU, and carries CPR 305/2011 certification, meeting the requirements that increasingly apply to crane and industrial infrastructure in major port installations.
Mechanical Performance Parameters: Quantified Engineering Limits
The cable's mechanical performance is defined by a set of rated parameters that directly govern how it may be specified and installed in a festoon system.
The minimum bending radius of ≥ 150 mm establishes the tightest allowable bend geometry during dynamic operation. Festoon system designers must ensure that the cable's path through trolley guide rollers, hangars, and transition points never imposes a bend tighter than this radius. Exceeding this radius — particularly under the combined influence of tensile loading and bending — is the leading cause of optical fiber damage in festoon applications.
The maximum continuous tensile load of 1,000 N defines the static hanging tension that the cable may sustain indefinitely during normal operation. In a festoon system, the cable's weight between hangars, combined with any wind loading or cable dynamics, must not exceed this value at any point along the cable span.
The maximum dynamic tensile load of 1,500 N defines the peak instantaneous tensile force permitted during trolley acceleration and deceleration events. At trolley speeds approaching 240 m/min, the inertial forces generated during speed changes can momentarily spike cable tension well above the static value. The 1,500 N dynamic rating provides the safety margin required to absorb these transient loads without inducing permanent fiber strain.
The maximum festoon trolley speed of ≤ 240 m/min is the headline performance parameter for this cable family. It directly matches the operational speed capabilities of the heavy-duty motor-driven festoon trolley systems used on modern STS and RMG cranes, confirming that the cable is designed — not merely adapted — for this application.
Thermal Envelope: Performance Through Qatar's Climate Extremes
The cable's thermal ratings define its operational boundaries across the full range of conditions encountered at Hamad Port.
For transportation and storage, the permissible ambient temperature range extends from −40 °C to +80 °C — a specification that acknowledges the realities of global supply chains, where cables may be shipped through cold northern climates before deployment in Gulf environments.
For active festoon operation, the rated range is −30 °C to +80 °C. The upper limit of +80 °C is particularly significant for Middle East port applications. While Doha's ambient air temperature peaks around 48 °C in the worst summer conditions, a cable installed on the exterior of a crane structure — particularly on south-facing or horizontal surfaces — can experience surface temperatures considerably higher than ambient air due to direct solar heating. The 80 °C upper operational limit provides a thermal safety margin that accommodates real-world solar gain effects without requiring derating of the cable's mechanical or optical performance.
Applicable Crane Types and Movement Profiles at Hamad Port
The FESTOON PUR FO 2 × 12 …/125 cable is applicable across the full range of crane types operating at Hamad Port.
Ship-to-Shore container cranes are the port's primary loading and unloading equipment, and among the most demanding applications for festoon cables. The trolley on a large STS crane travels the full outreach of the boom — potentially more than 70 meters — and returns on every container cycle. With multiple containers handled per hour, the cable accumulates thousands of full travel cycles per shift. The high trolley speeds on these cranes, combined with the length of the cable run, make the 240 m/min speed rating and the robust tensile specifications particularly relevant.
Rail-mounted gantry cranes (RMGs) used in Hamad Port's automated container yard require festoon cables both for their trolley travel systems and, in some configurations, for the gantry travel along the rail tracks. RMG systems in automated yards may operate continuously without human intervention, placing additional emphasis on cable reliability and fatigue life.
Container handling systems and port monitoring networks integrate fiber optic communication links throughout the terminal, connecting crane control systems to terminal operating platforms, CCTV monitoring systems, and real-time positioning infrastructure. The cable's high fiber count — 24 fibers per cable — allows a single festoon cable to carry multiple simultaneous communication channels, reducing installation complexity and supporting the convergence of multiple data streams on a single cable run.
Engineering Value: Lifecycle, Reliability, and Operational Safety
From an asset management perspective, the engineering value of a correctly specified festoon fiber optic cable extends well beyond its initial purchase cost.
Service life in a festoon application is primarily governed by fatigue resistance — the cable's ability to endure repeated bending cycles without progressive mechanical or optical degradation. The design choices in the FESTOON PUR FO 2 × 12 …/125 — the strain relief system, the non-hygroscopic braid, the elastomeric inner jacket, and the reinforced PUR outer sheath — collectively define a cable architecture engineered specifically for long-term cyclic bending durability. In high-utilization port applications like Hamad Port, where festoon systems may accumulate millions of travel cycles over a multi-year deployment, the difference between a cable designed for this duty and one adapted to it can represent years of additional service life before replacement is required.
Operational reliability in port crane systems is a direct economic variable. Unplanned crane downtime caused by cable failure in a festoon system is not merely a maintenance cost — it is a disruption to the terminal's throughput capacity, with cascading schedule implications for vessels, berths, and downstream logistics chains. The fire behavior compliance with IEC 60332-1-2 further ensures that a cable fault does not propagate into a broader incident.
System safety is underpinned by the cable's fully dielectric construction. In a crane environment where high-voltage power cables, variable-frequency drives, and electromagnetic actuators operate in close proximity, a fiber optic cable that is inherently immune to electromagnetic interference provides a communication link that cannot be corrupted by electrical noise — regardless of the intensity of that noise environment. This is not a marginal benefit; it is a fundamental architectural advantage of fiber optic communication in crane systems.
The cable's halogen-free sheath formulation is a safety specification requirement increasingly mandated in port infrastructure contracts, ensuring that in the event of a cable fire, toxic halogen-based combustion products are not released into enclosed cab spaces or confined crane structures where personnel may be present.
Conclusion: Engineering Confidence for Demanding Port Environments
The engineering requirements of modern container terminal operations — automation, high-speed crane movement, real-time data communication, and continuous operation in extreme environments — demand cable solutions that are purpose-engineered rather than generically adapted. At installations such as Hamad Port, where operational scale, automation intensity, and climatic severity converge, the margin for compromise in cable specification is essentially zero.
The FESTOON PUR FO 2 × 12 …/125 heavy-duty fiber optic festoon cable addresses this requirement through a rigorously engineered multi-layer architecture: a high-performance optical fiber core available in single-mode and multimode variants, a mechanically optimized inner assembly with dedicated strain relief and separation, a high-technology multifilament reinforcement braid, and a UV-stable, oil-resistant, halogen-free PUR outer sheath with integrated dielectric yarn reinforcement. Its rated festoon trolley speed of 240 m/min, dynamic tensile load capacity of 1,500 N, and thermal operating range extending to +80 °C define a performance envelope precisely matched to the demands of modern port crane systems.
For port engineers and system integrators specifying fiber optic festoon cables for crane communication applications in the Middle East and beyond, this cable represents a solution where every design choice is traceable to a specific performance requirement — and where the engineering standards behind each parameter provide a defensible technical basis for long-term deployment confidence.
Technical specifications are subject to change without notice. Attenuation values in finished cables may deviate from standard fiber specifications. Always consult current technical documentation before final specification.
Port crane cables | Mining cables | Reeling cables | Trailing cables | Festoon cables | Heavy-duty power cables | Medium voltage cables | Offshore crane cables | Underground mining cables | Dragline cables | Shearer cables | Container handling cables | STS crane cables | RTG cables | Mobile equipment cables | Armored cables | Flexible power cables | VFD cables | Submersible cables | Cold resistant cables | Abrasion resistant cables | Flame retardant cables | Marine environment cables | Opencast mining | Underground operations
© 2006 All rights reserved.
[INDUSTRIAL_CABLES]
INDUSTRIAL GRADE CABLE SYSTEMS | PORT & MINING SOLUTIONS
TEL: +86 153 7530 2641 |MAIL: hongjing.Wang@feichuncables.com