
Heavy Duty 5000V SHD-GC 3/C Mold-Cured Jacket Portable Power Cable for Underground Mining
Discover how the 5000V SHD-GC 3/C mold-cured portable power cable delivers unmatched durability, safety, and uptime for underground mining applications including longwall shearers, continuous miners, and heavy mobile equipment.
hongjing.Wang@Feichun
4/13/202614 min read
Introduction: Why 5000-Volt Portable Power Cables Are Non-Negotiable in Modern Underground Mining
Underground mining is one of the most electrically demanding environments on earth. Equipment operates continuously in confined, wet, abrasive, and often explosive-atmosphere conditions where a cable failure doesn't just mean costly downtime — it can mean a serious safety incident. As modern longwall shearers, continuous miners, shovels, and dredges push toward higher power consumption, the need for reliable high-voltage portable power distribution has never been greater.
The SHD-GC 3/C (Shielded Heavy Duty with Ground Check) mold-cured jacket portable power cable, rated for circuits up to 5,000 volts, has become a workhorse solution for underground mining operations worldwide. Built specifically for the physical punishment of constant movement, flexing, and exposure to water and abrasion, this cable type represents the intersection of electrical performance, mechanical ruggedness, and personnel safety. It is listed by the Mine Safety and Health Administration (MSHA) and accepted by the Pennsylvania Department of Environmental Protection, meeting or exceeding ICEA Standards S-75-381/NEMA WC-58.
In this guide, we explore the construction features, real-world applications, performance advantages, and selection considerations that make the 5000V SHD-GC 3/C cable the go-to choice for demanding underground mining power circuits.
Featured Snippet — What is a 5000V SHD-GC 3/C mining cable?
A 5000V SHD-GC 3/C mining cable is a heavy-duty portable power cable rated for circuits up to 5,000 volts, designed specifically for underground mining applications. The "SHD-GC" designation indicates Shielded Heavy Duty construction with a Ground Check conductor. It features flexible tinned copper power conductors insulated with 90°C ethylene-propylene rubber (EPR), metallic insulation shielding, integrated ground wires, a ground check conductor with yellow insulation, and a reinforced mold-cured chlorinated polyethylene (CPE) jacket. It is MSHA-listed and suitable for use with longwall shearers, continuous miners, and other high-voltage mobile mining equipment.
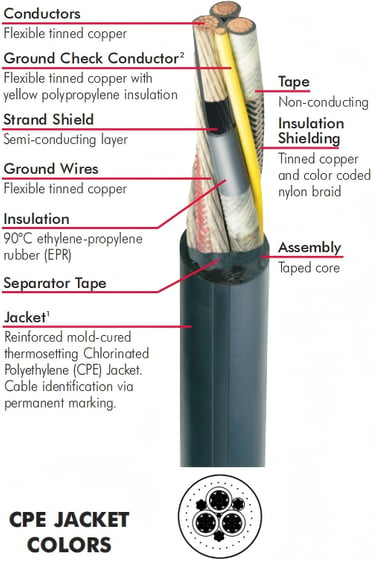
Key Construction Features: What's Inside a 5000V SHD-GC 3/C Cable
Understanding what makes this cable engineered for underground mining starts with a close look at its internal architecture. Every layer serves a specific purpose, and together they create a system that balances electrical integrity with mechanical durability.
Flexible Tinned Copper Power Conductors
The power conductors use finely stranded, tinned copper rope construction — typically hundreds of individual wires per conductor arranged in a multi-strand configuration. Tinning provides corrosion resistance in the moisture-rich underground environment, while the high strand count delivers the flexibility required for constant cable management: being dragged, coiled, bent around corners, and run over by heavy equipment. This flexibility matters not just for handling, but for cable longevity — a stiff cable fatigues and breaks internally under cyclic mechanical stress far faster than a properly flexible one.
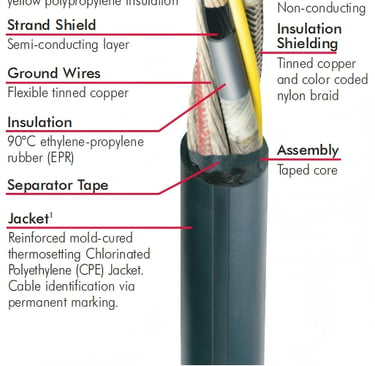
Strand Shield and Insulation Shielding System
Each power conductor begins with a semi-conducting strand shield layer, which smooths out the electrical stress concentration that would otherwise occur at the peaks and valleys of individual wire strands. Over the EPR insulation sits a metallic insulation shield — a tinned copper braid combined with color-coded nylon braid for phase identification. This two-layer shielding system serves multiple functions: it contains the electric field within the insulation, prevents capacitive coupling between adjacent conductors, and provides the low-impedance fault current return path required for ground fault protection systems to operate reliably.
90°C Ethylene-Propylene Rubber (EPR) Insulation
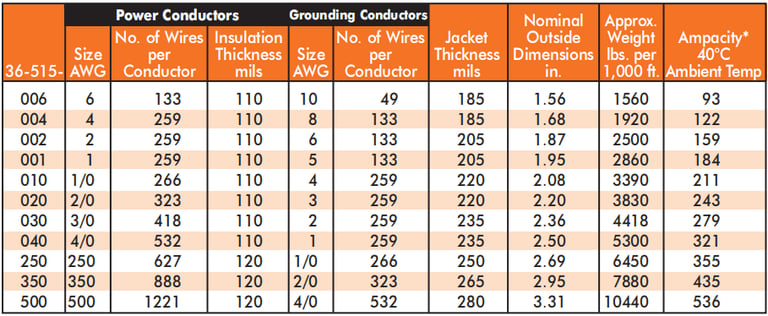
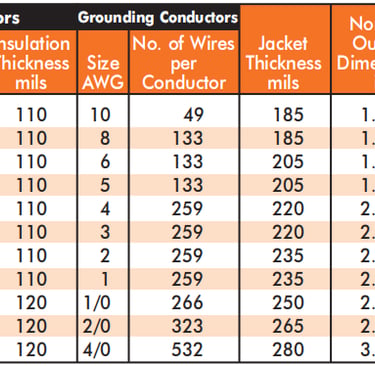
EPR is the material of choice for mining cable insulation for good reason. It maintains its dielectric properties across a wide temperature range, resists moisture absorption far better than polyethylene-based compounds, and remains flexible in cold mine environments. The 90°C continuous conductor temperature rating ensures adequate current-carrying capacity even in warm or poorly ventilated headings. Insulation thickness increases with conductor size to maintain the required dielectric strength at 5,000 volts across all size ranges from 6 AWG through 500 kcmil.
Integrated Ground Wires
Multiple flexible tinned copper ground wires are cabled around the insulated power conductors. These are sized to provide an adequate fault current return path capable of carrying sufficient current long enough to operate protective devices (ground fault relays) before the cable insulation is thermally damaged. In underground coal mines operating under MSHA regulations, the proper sizing and continuity of these grounding conductors is a legal requirement, not merely a design preference.
Ground Check Conductor
The ground check conductor — a flexible tinned copper wire with distinctive yellow polypropylene insulation — is one of the most safety-critical elements in the SHD-GC cable design. Sized between AWG 8 and AWG 6 depending on power conductor size, it runs the length of the cable and enables continuous monitoring of ground circuit continuity. Pilot wire ground fault protection systems compare the resistance of the ground check conductor against a reference; any break, splice error, or deterioration in the grounding system is immediately detected and the circuit is de-energized before a ground fault can become a shock or arc flash hazard. This is especially important on trailing cables for mobile equipment, where physical damage to the cable — and therefore the grounding system — can occur without the operator's knowledge.
Reinforced Mold-Cured CPE Jacket
The outer jacket on the SHD-GC is a reinforced, mold-cured thermoset chlorinated polyethylene (CPE) compound. Unlike extruded jackets, the mold-curing process creates a jacket that is vulcanized in a controlled mold, producing consistent wall thickness, superior surface finish, and a permanent, integrated bond between the jacket layers. CPE offers excellent resistance to the combination of abrasion, oil, ozone, and moisture that characterizes underground mining environments. The jacket includes permanent cable identification markings for easy field identification and traceability. Multiple jacket colors — including black (standard), blue, green, orange, yellow, and red — are available, enabling operators to assign specific colors to specific circuit types or equipment, a practice that significantly reduces mis-connection errors during shift changes and maintenance.
Assembly: Separator Tape, Taped Core, and Integral Fill
Between the ground wires and the outer jacket, the assembly incorporates separator tapes and a taped core. Pure integral fill material is packed into the interstices of the cabled assembly. This fill serves a critical mechanical function: by eliminating voids and locking the cable's internal components together, it dramatically increases resistance to torsional damage — the twisting forces that occur when trailing cables are dragged by mobile equipment that changes direction repeatedly throughout a shift.
Primary Applications: Where the 5000V SHD-GC 3/C Cable Excels
Longwall Shearers
The longwall shearer is arguably the most power-hungry piece of equipment in underground coal mining. Modern shearers draw thousands of kilowatts across their ranging arms, haulage drives, and auxiliary systems. Their trailing cables must survive the relentless mechanical abuse of being pulled back and forth along the face, compressed under the armored face conveyor, and exposed to continuous water spraying from the shearer's dust suppression system. The 5000V rating gives operators headroom to power large shearer drives while maintaining compliant voltage margins, and the mold-cured jacket provides the abrasion resistance to survive the coal face environment.
Continuous Miners
In room-and-pillar mining sections, the continuous miner is the primary production unit. Its trailing cable must follow the machine as it cuts into the coal seam, backs out, and repositions — often multiple times per hour. The cable experiences constant flexing, dragging across the mine floor, and occasional contact with the machine itself or with roof bolts and ribs. For operations exceeding 2,000 volts on continuous miners — increasingly common as operators push to larger machines — the 5000V SHD-GC cable, particularly the extra heavy-duty orange/green jacketed variants approved for continuous miner circuits, is the appropriate solution.
Mobile Equipment: Shovels, Dredges, and Drills
Surface and underground mining operations using electrically powered shovels, dredges, or large rotary drills require portable power cables that can handle the mechanical stresses of equipment movement while maintaining voltage integrity at higher system voltages. Shovels, for example, swing through 360 degrees, and their trailing cables must accommodate this motion without kinking, crushing, or fatiguing the conductor strands.
Other High-Voltage Mining Equipment
Beyond the headline applications, the 5000V SHD-GC finds use wherever high-voltage circuits power mobile or semi-mobile equipment: large pumps managing mine dewatering, conveyor drive motors, and crushing or screening equipment in underground stone or metal mines. Its suitability for shallow water submersion extends its usefulness to particularly wet headings where standing water and seeping ribs are unavoidable.
Real-World Mining Case Studies
Case Study 1: Longwall Coal Mine, Appalachian Region, USA
A longwall coal operation in southern West Virginia had been experiencing frequent cable failures on its shearer trailing cable — typically after three to four weeks of service. Investigation revealed two primary failure modes: jacket abrasion through to the conductor assembly in areas where the cable rode under the AFC pan line, and internal ground wire fatigue at the machine end termination where the cable experienced the highest bending cycles.
The operation transitioned to a 4/0 AWG SHD-GC 3/C 5000V cable with an extra-heavy-duty CPE jacket and integral fill core construction. The improved torsion resistance from the filled core reduced internal fatigue at the termination, while the heavier jacket compound extended the abrasion life in the under-AFC zone. Cable service life extended to twelve weeks — a threefold improvement — reducing cable costs per ton of coal produced and eliminating two unplanned production interruptions per quarter.
Case Study 2: Hard Rock Metal Mine, Nevada, USA
A copper-gold underground operation in Nevada was running a 2/0 AWG trailing cable on a 5,000-volt circuit powering a large underground production drill. Drill cables were failing in approximately six weeks due to kinking near the drum assembly and subsequent insulation cracking in cold overnight temperatures, when mine air temperatures in the deeper levels dropped significantly.
The mine's electrical team specified a replacement cable with EPR insulation — chosen specifically for its superior low-temperature flexibility compared to XLPE alternatives. The SHD-GC construction with its strand shield also eliminated the capacitive interference that had been causing nuisance trips on the ground fault relay. After the changeover, cable service life extended beyond sixteen weeks, and ground fault relay nuisance trips were eliminated entirely, improving drill uptime by an estimated 8% per month.
Case Study 3: Coal Mine Face Upgrade, Illinois Basin, USA
An Illinois Basin coal mine was upgrading its continuous miner section from a 995-volt system to a 2,300-volt system to support a larger, higher-production continuous miner. This required replacing all face trailing cables and jump cables with appropriately rated SHD-GC cables capable of operating in the higher-voltage circuit.
The mine specified 4/0 AWG SHD-GC 3/C cables with orange/green jacket coloring — a common convention in U.S. coal mining to designate continuous miner circuits — along with factory-installed cable assemblies with pre-terminated connectors. The factory assembly approach eliminated field termination errors, one of the most common causes of early cable failure, and reduced outby crew time spent on cable preparation by over four hours per cable set. The transition was completed within a scheduled maintenance weekend, with the new section achieving target production rates within the first week of operation.
Case Study 4: Potash Mine, Saskatchewan, Canada
A Canadian potash mine operating at depth experienced significant cable jacket degradation on its continuous miner trailing cables. The potash brine environment — highly corrosive to conventional elastomers — was attacking standard cable jackets and reducing service life to under two months.
The mine's purchasing team, working with their cable supplier, evaluated TPU (Thermoplastic Polyurethane) jacketed SHD-GC cables alongside standard CPE-jacketed product. Laboratory immersion testing in potash brine solution confirmed that the TPU jacket retained its mechanical properties significantly better than CPE after extended brine exposure. The mine transitioned its continuous miner fleet to TPU-jacketed SHD-GC cables rated at 2,000 volts and subsequently at 5,000 volts for its shearer equipment. Average service life more than doubled, and the reduction in cable change-outs on the continuous miner section freed maintenance crews for other work, contributing to a measurable improvement in section productivity.
Performance Advantages: Why This Cable Outperforms in Mining Environments
Mold-Cured Jacket Technology
The mold-curing process is a meaningful engineering differentiator. Where extruded jackets rely on downstream crosslinking processes, the mold-cured jacket is vulcanized under controlled heat and pressure against a precision mold surface. The result is a jacket with consistent wall thickness across the entire cable length, superior adhesion between the inner and outer jacket passes, and a smooth, dense surface finish that resists abrasion and contamination. Two-pass tandem extrusion followed by mold curing creates an inseparable bond between jacket layers — the jacket will not delaminate or separate even under severe mechanical abuse.
Excellent Flexibility Under Continuous Mechanical Stress
The combination of finely stranded flexible conductors, EPR insulation, and a CPE jacket engineered for flexibility at operating temperatures means this cable bends and recovers repeatedly without fatigue. In longwall face applications where the cable may experience thousands of flex cycles per shift, this matters enormously. A cable that maintains its flexibility throughout its service life is a cable that is far less likely to fail due to internal conductor or insulation fatigue.
Shallow Water Submersion Capability
The ICEA S-75-381 standard qualifies SHD-GC cables for shallow water submersion, an important operational consideration in mines where sumps overflow, roof drips are continuous, or the cable must cross drainage channels in the entries. This is not an afterthought in the design — the combination of EPR insulation's low moisture absorption, the metallic shielding system, and the dense CPE jacket creates a cable that can withstand intermittent water immersion without compromising insulation resistance or accelerating deterioration.
Reduced Downtime, Higher Production
The cumulative effect of all of the above is longer cable service life and fewer unplanned outages. In underground mining, production equipment downtime is enormously expensive — a single shift lost on a longwall face can represent tens of thousands of dollars in lost revenue. Investing in a cable that survives two or three times longer than a lower-specification alternative typically delivers a significant positive return, even accounting for the higher initial purchase price.
Technical Considerations for Cable Selection
Voltage Rating and Conductor Sizing
Selecting the correct conductor size requires calculating the maximum continuous load current at the equipment, applying appropriate derating factors for ambient temperature (using the ICEA correction factors for temperatures above or below the 40°C baseline), and applying reel derating factors if the cable will be operated partially wound on a storage or pay-off reel. Cable wound in multiple layers on a reel cannot dissipate heat as effectively as cable laid flat, requiring significant derating — as much as 65% for two-layer winding and 35% for four-layer winding relative to the single-layer ampacity value.
Jacket Material Selection: CPE vs. TPU
The standard CPE jacket performs reliably in the broad range of underground coal and metal mining environments. For operations where extremely aggressive abrasion — from course rock or gravel, or from repeated machine contact — is the primary failure mode, the Thermoplastic Polyurethane (TPU) jacket variant offers approximately five times the abrasion resistance and twice the tear resistance of standard CPE, at a modest weight reduction of up to 8%. TPU jacket cables are available in solid colors only (no stripe combinations), and their higher initial cost is typically justified when abrasion is the demonstrated service life limiter.
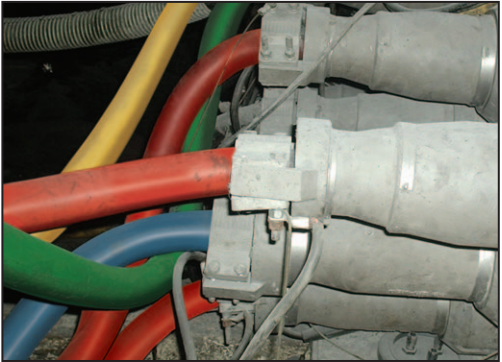
Color and Identification Strategy
Effective cable color management reduces mis-connection risk, simplifies inventory control, and supports rapid fault isolation. Many mining operations assign specific jacket colors to specific voltage levels or equipment types — for example, all shearer cables may be green-jacketed, all continuous miner cables orange-jacketed, and all drill cables blue-jacketed. This convention, once established and trained into the workforce, reduces the risk of connecting equipment to an incorrect circuit during a section reconfiguration.
Factory-Installed Cable Assemblies
For applications requiring terminated ends — including stress cones, pothead assemblies, and connector bodies — factory-installed cable assemblies eliminate field termination variability, one of the most common contributors to premature cable failure. Factory assemblies are electrically tested before shipping, arrive ready to install, and reduce outby crew time requirements for cable preparation. They are available in configurations from 2 kV through 25 kV with stress cones and fill, ID labeling, and connector bodies.
Conclusion and Best Practices
The 5000V SHD-GC 3/C mold-cured portable power cable represents a mature, well-proven engineering solution for the most demanding segment of underground mining electrical distribution: the portable and trailing cable circuits that directly power production equipment. Its combination of flexible tinned copper conductors, EPR insulation, dual-layer metallic shielding, integral ground wires, ground check conductor, and reinforced mold-cured CPE jacket addresses the mechanical, electrical, and safety requirements of modern underground mining.
For mining operators looking to maximize cable service life and minimize production interruptions, the following best practices are recommended:
Proper installation and handling significantly extends cable service life. Avoid sharp bends at terminations, use appropriate cable handlers and reelers on trailing cable systems, and ensure that cable management brackets keep cables out of equipment travel paths where possible.
Regular cable inspection — both visual and insulation resistance testing — allows deteriorating cables to be identified and replaced before they fail in service. A cable that is 80% degraded and still passing minimum resistance requirements is not the same as a new cable; it will fail unpredictably.
Correct splicing technique is essential. A poorly executed splice is a reliability liability and a potential safety hazard. Proper training on splice procedures, combined with factory-terminated assemblies where feasible, reduces this risk.
Color management and circuit documentation prevent mis-connection and support rapid fault isolation — both of which matter to uptime and safety.
Mining operations that approach cable selection and management as a component of their overall equipment reliability and safety program consistently outperform those that treat cables as consumables to be purchased on price alone. The 5000V SHD-GC 3/C portable power cable, properly specified and maintained, is a tool for doing exactly that.
Frequently Asked Questions (FAQ)
Q: What does SHD-GC stand for in mining cable terminology?
A: SHD-GC stands for Shielded Heavy Duty with Ground Check. "Shielded" indicates that each power conductor is individually wrapped with a metallic insulation shield — typically tinned copper braid — which contains the electric field and provides a fault current return path. "Heavy Duty" refers to the reinforced jacket construction and heavy-duty mechanical performance requirements. "Ground Check" indicates the presence of a dedicated conductor — usually yellow insulated — that allows continuous monitoring of the grounding system's integrity via a pilot wire ground fault protection relay.
Q: Why is the ground check conductor required in underground mining cables?
A: The ground check conductor enables continuous monitoring of the grounding circuit's integrity while equipment is in operation. If the ground wires are broken, improperly spliced, or otherwise compromised, the pilot wire system detects the change in resistance and de-energizes the circuit before a ground fault can create a shock or electrocution hazard. In underground coal mines, this protection system is required by MSHA regulations for circuits above 300 volts.
Q: What is the difference between EPR and XLPE insulation for mining cables?
A: Both EPR (Ethylene-Propylene Rubber) and XLPE (Cross-Linked Polyethylene) are thermoset dielectric materials capable of 90°C continuous operation. EPR offers superior flexibility at low temperatures, better resistance to moisture absorption, and lower dielectric loss — making it the preferred choice for portable and trailing mining cables that experience constant flexing and water exposure. XLPE provides higher thermal stability and is commonly used in fixed infrastructure cables (mine power feeder cables) where flexibility is less critical.
Q: What ampacity derating applies when cable is wound on a reel?
A: Cable wound on a reel cannot dissipate heat as effectively as cable laid out flat, requiring derating of the published ampacity values. The derating factors from ICEA S-75-381 are: one layer wound = multiply by 0.85; two layers = multiply by 0.65; three layers = multiply by 0.45; four layers = multiply by 0.35. Equipment cables that are partially reeled during operation must be derated based on the maximum number of layers that will be wound simultaneously during operation.
Q: Can a 5000V SHD-GC cable be used in continuous miner applications?
A: Yes, but there is an important distinction. In underground coal mines, continuous miner circuits operating above 2,000 volts — typically at 2,300 volts — require extra heavy-duty orange/green jacketed portable power cables specifically listed for continuous miner circuit use. These cables carry the appropriate MSHA marking indicating acceptance for this application. Standard 5,000V SHD-GC cables are appropriate for longwall shearers, mobile equipment, shovels, dredges, and drills, but operators should verify the specific MSHA listing requirements for their continuous miner circuit voltage.
Q: What are the benefits of factory-installed cable assemblies versus field terminations?
A: Factory-installed cable assemblies offer several advantages: they are built to exact specifications with proper stress cones and dielectric fill, electrically tested before shipping, and eliminate field termination variability — one of the leading causes of premature cable failure and early splice degradation. They reduce the time and skill burden on outby electrical crews, eliminate the need to maintain an inventory of individual connector components, and arrive ready for immediate installation. The cost premium over field-terminated cable is typically recovered in reduced installation labor and improved reliability.
Q: What jacket color options are available for SHD-GC mining cables?
A: Standard jacket color is black. Colored Extra-Heavy-Duty (EHD) CPE jackets are available in blue, green, orange, yellow, and red. Color and stripe combinations are also available for CPE round jacketed cables, allowing further circuit differentiation. TPU jacketed cables are available in solid colors only. Colored jackets maintain physical properties equal to standard black jackets and can significantly improve mine safety by enabling easy visual circuit identification and equipment assignment.
Q: Is the 5000V SHD-GC cable suitable for use in wet environments?
A: Yes. The 5000V SHD-GC cable with CPE or TPU jacket is rated for shallow water submersion per ICEA S-75-381. The combination of low-moisture-absorption EPR insulation, metallic conductor shielding, and dense outer jacket provides reliable performance in the wet conditions typical of underground mining, including continuous roof drips, standing water, and water spray from dust suppression systems.
Q: How should I choose between CPE and TPU jacket materials?
A: CPE is the standard and appropriate choice for the broad range of underground mining environments. Select TPU when abrasion is the primary service life limiter — typically in operations with coarse rock floors, repeated contact with machine components, or extremely aggressive dragging conditions. TPU provides approximately five times greater abrasion resistance and twice the tear resistance of CPE, with up to 8% lower jacket weight. It is available in solid colors only and carries a higher initial price, which is typically justified when abrasion-related failures are documented as the dominant failure mode.
All technical specifications and regulatory requirements should be verified against the applicable MSHA regulations, ICEA standards, and manufacturer documentation prior to cable selection and installation. Consult a qualified electrical engineer for application-specific sizing and protection system design.
Port crane cables | Mining cables | Reeling cables | Trailing cables | Festoon cables | Heavy-duty power cables | Medium voltage cables | Offshore crane cables | Underground mining cables | Dragline cables | Shearer cables | Container handling cables | STS crane cables | RTG cables | Mobile equipment cables | Armored cables | Flexible power cables | VFD cables | Submersible cables | Cold resistant cables | Abrasion resistant cables | Flame retardant cables | Marine environment cables | Opencast mining | Underground operations
© 2006 All rights reserved.
[INDUSTRIAL_CABLES]
INDUSTRIAL GRADE CABLE SYSTEMS | PORT & MINING SOLUTIONS
TEL: +86 153 7530 2641 |MAIL: hongjing.Wang@feichuncables.com