
(N)GFLGOEU‑J Flexible Flat Rubber Crane Cables at Jebel Ali Port, Dubai: An Engineering-Grade Solution for High-Intensity Port Operations in the Middle East
Discover how (N)GFLGOEU‑J flexible flat rubber crane cables support high‑performance STS and yard cranes in Jebel Ali Port, Dubai, under harsh Middle East conditions.
hongjing.Wang@Feichun
3/16/202611 min read
Introduction: Why Jebel Ali Port Sets the Benchmark for Cable Engineering
Jebel Ali Port, operated by DP World and located approximately 35 kilometres southwest of Dubai's city centre, is not merely the largest port in the Middle East — it ranks among the top ten busiest container ports in the world by annual throughput, handling well over 14 million TEUs per year. Opened in 1979 and continuously expanded across its current three terminals (Terminal 1, Terminal 2, and the flagship semi-automated Terminal 3), Jebel Ali today hosts over 100 shipping lines and serves as the primary transhipment hub for the broader Gulf Cooperation Council (GCC) region, connecting trade flows between Asia, Europe, East Africa and the Indian Subcontinent.
The port operates around the clock, 365 days a year, with a fleet of ship-to-shore (STS) gantry cranes, rubber-tyred gantry cranes (RTGs) and rail-mounted gantry cranes (RMGs) that collectively represent some of the most demanding duty cycles imposed on industrial electrical infrastructure anywhere in the world. Terminal 3, inaugurated in 2014, introduced a semi-automated yard management system and became a reference project for next-generation port automation in the GCC.
What makes Jebel Ali Port particularly challenging from a cable engineering standpoint is the convergence of multiple severe environmental stressors operating simultaneously: ambient temperatures regularly exceed 45°C in summer, with surface temperatures on sun-exposed crane structures reaching considerably higher; UV irradiance levels along the Arabian Gulf coastline are among the most intense globally; airborne salinity from the sea is compounded by sand and dust carried on seasonal Shamal winds; and the port's 24/7 operational mandate means there is no scheduled downtime during which degraded cables can be safely replaced without impacting throughput.
For crane cable systems at Jebel Ali Port, these conditions translate into a clear engineering requirement: the cable must perform as a robust, long-service-life component rather than a consumable. This is precisely the performance profile that the (N)GFLGOEU‑J flexible flat rubber crane cable is designed to deliver.
Section 1: Cable Construction — Engineering Logic Behind Every Layer
1.1 Conductors: Fine-Stranded Copper as the Physical Foundation of Flexibility
The (N)GFLGOEU‑J cable uses plain copper conductors manufactured to DIN EN/IEC 60228, differentiated by cross-section size into two stranding classes. For cross-sections up to 25 mm², the cable employs Class 6 finest-stranded construction, where the conductor is built from a large number of very fine individual wires. For cross-sections of 35 mm² and above, Class 5 fine-stranded construction is used.
This stranding hierarchy is not arbitrary. In a festoon cable system on an STS crane at Jebel Ali, the cable suspended between trolley hangers undergoes tens of thousands of bending cycles over its service life. Each cycle imposes cyclic strain on the individual copper wires within the conductor. A coarser-stranded conductor concentrates that strain across fewer, thicker wires — each of which must flex through a larger angular deflection — accelerating fatigue crack initiation. The fine and finest stranded constructions distribute the bending strain across a far greater number of wires, each experiencing a proportionally smaller deflection per cycle, dramatically extending the fatigue life of the conductor assembly. For the high-speed, high-frequency festoon duty cycles of a busy port like Jebel Ali, this is the foundational design decision that underpins service longevity.
1.2 Insulation: EPR Rubber for Thermal Stability and Chemical Resilience
Each conductor is individually insulated with EPR (Ethylene Propylene Rubber) compound type 3GI3, conforming to DIN VDE 0207-20. Core identification follows DIN VDE 0293-308, ensuring unambiguous circuit identification during installation and maintenance.
EPR is a specifically engineered synthetic elastomer that offers decisive performance advantages over PVC insulation in the Jebel Ali operating environment. Its maximum continuous conductor temperature rating of 90°C — against PVC's typical 70°C limit — translates directly into higher permissible current-carrying capacity for a given conductor cross-section, or alternatively, a meaningful thermal safety margin in the high-ambient-temperature conditions of the Arabian Gulf summer. EPR also exhibits inherent resistance to ozone degradation, a property of particular relevance in coastal environments where atmospheric ozone concentrations are elevated by photochemical activity and sea spray interactions. Unlike PVC, EPR does not rely on plasticiser compounds for its flexibility; it maintains its elastic properties across the full operating temperature range without the plasticiser migration that causes PVC to harden and crack over time in hot, UV-exposed environments.
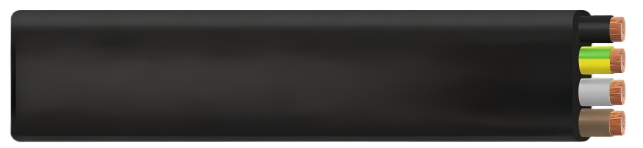
1.3 Outer Sheath: Heavy-Duty 5GM3 Rubber Compound — The Final Protective Barrier
The outer sheath is manufactured from heavy-duty rubber compound type 5GM3 to DIN VDE 0207-21, produced in black with inkjet identification marking. The 5GM3 designation signifies a rubber compound formulated specifically for industrial outdoor applications requiring combined resistance to mechanical abuse, UV radiation, ozone, moisture and oil contamination.
The black colouration is not merely aesthetic. The carbon black incorporated into the 5GM3 compound formulation provides UV stabilisation through a combination of UV absorption and radical scavenging mechanisms, making it significantly more resistant to photodegradation than lighter-coloured or unpigmented rubber compounds. In a port environment like Jebel Ali, where crane structures can be exposed to direct solar radiation for ten or more hours per day throughout the year, this UV stabilisation is essential to maintaining sheath integrity across a multi-year service life. The sheath additionally carries fire-behaviour certification to DIN EN/IEC 60332-1-2, confirming that the cable does not propagate flame when subjected to a single-cable vertical flame test — a baseline safety requirement for any cable installed on port infrastructure.
1.4 Flat Multi-Core Construction: Geometry as a Functional Design Parameter
The defining structural characteristic of the (N)GFLGOEU‑J is its flat, multi-core parallel construction, in which all conductors are arranged side by side in a single plane rather than twisted into a round bundle. This geometry is a deliberate engineering response to the mechanics of festoon cable systems.
In a festoon system, the cable is suspended from a series of cable trolleys running along the crane girder. As the crane trolley travels, the festoon cable folds and unfolds between successive trolley hangers, with all bending occurring strictly in one plane — the vertical plane aligned with the direction of travel. The flat cable construction ensures that every bending event is constrained to this intended plane, preventing the torsional rotation and random twist accumulation that would occur with a round cable in the same application. Repeated torsion is one of the primary failure mechanisms for round cables in festoon systems; by eliminating the degrees of rotational freedom that enable torsion, the flat construction fundamentally extends cable life in this duty.
The flat geometry also provides practical installation and operational advantages: cables stack cleanly and consistently in the cable trolley assemblies, reducing lateral displacement at high trolley speeds, improving guidance accuracy and minimising abrasive contact between adjacent cable runs.
Section 2: Key Technical Performance Parameters
2.1 Thermal Performance: Full Coverage of the Jebel Ali Operating Envelope
The cable's ambient temperature rating spans from -40°C to +80°C for fixed installation, and from -30°C to +80°C for festoon operation. The upper limit of +80°C ambient — combined with a maximum conductor temperature of 90°C — provides a meaningful operating margin even in the most extreme Gulf summer conditions. For short-circuit events, the conductor can withstand a transient temperature of 250°C without dielectric breakdown, providing system protection performance consistent with the overcurrent protection devices typically used in crane drive systems.
2.2 Mechanical Performance: Quantified Parameters for System Design
The maximum permissible tensile load on the conductor is rated at 15 N/mm², and the cable is designed to support trolley travel speeds of up to 180 m/min. For reference, modern STS cranes at facilities comparable to Jebel Ali Terminal 3 typically operate trolley speeds in the range of 120 to 150 m/min under loaded conditions; the 180 m/min rating therefore provides an engineering margin for future equipment upgrades without necessitating cable replacement.
Minimum bending radii are specified relative to cable height H: for cables up to 12 mm in height, the minimum bending radius is 3xH for fixed installation and 4xH for flexible festoon applications; for cables over 12 mm in height, the corresponding values are 4xH and 5xH respectively. These parameters are the primary geometric inputs for festoon system mechanical design, governing the minimum trolley hanger spacing and the required clearance envelope along the crane girder.
2.3 Electrical Parameters: Compatible with Port Power Distribution Architecture
The rated voltage of 0.6/1 kV aligns directly with the low-voltage distribution systems standard in modern crane installations. The cable is additionally rated for maximum permissible operating voltages of 0.7/1.2 kV in AC systems and 0.9/1.8 kV in DC systems, while the insulation compound qualification under DIN VDE 0298-3 permits operation at up to 1000 V — providing forward compatibility with potential drive system voltage level adjustments in future crane upgrades. The AC dielectric test voltage is 3.5 kV for 5 minutes. Current-carrying capacities are determined in accordance with DIN VDE 0298-4.
2.4 Chemical and Environmental Resistance: Purpose-Built for Coastal Industrial Environments
Oil resistance is certified to DIN EN/IEC 60811-404, covering exposure to hydraulic fluids and lubricating oils common in crane mechanical systems. Weather resistance is rated for unrestricted outdoor use, with specific qualification for ozone resistance, UV resistance and moisture resistance — the three dominant environmental degradation pathways for polymer cable materials in the Jebel Ali Port environment.


Section 3: Crane Applications at Jebel Ali Port
3.1 Ship-to-Shore (STS) Gantry Cranes: High-Speed Festoon Power and Control
Jebel Ali Port operates a large fleet of post-Panamax and super post-Panamax STS cranes across its three terminals, with outreach capacities accommodating the largest container vessels currently in service. The trolley festoon system on an STS crane represents the most demanding application for flat crane cables: the main girder span can exceed 65 metres, trolley speeds are high, and the cable must simultaneously carry motor power circuits for the hoist and trolley drives, variable frequency drive (VFD) control and feedback signals, limit switch and encoder wiring, and communication bus cables for the crane control system. The multi-core configuration of the (N)GFLGOEU‑J, available from 4 cores up to 12 cores across the standard range, enables consolidation of multiple circuit functions within a single flat cable assembly, simplifying festoon system design and reducing the total number of cable runs required.
3.2 Rubber-Tyred Gantry Cranes (RTGs): Dense Yard Operations
The container yard at Jebel Ali is served by a substantial fleet of RTG cranes operating in densely configured block layouts. RTG cranes are characterised by lower headroom constraints and extremely high work cycle densities — in a busy terminal, an RTG may complete several hundred lifts per operational shift. The festoon cable on an RTG spans the crane portal frame width and supports gantry travel, trolley travel and spreader control circuits. The flat cable's consistent stacking behaviour and resistance to lateral displacement are particularly valuable in the confined festoon enclosures typical of RTG portal structures.
3.3 Rail-Mounted Gantry Cranes (RMGs) at Terminal 3: Semi-Automated Operations
Terminal 3 at Jebel Ali introduced rail-mounted gantry cranes operating under semi-automated control as part of DP World's investment in port automation. RMG cranes in automated terminals place additional demands on the cable system's signal integrity, as the control architecture relies on a higher density of sensor, encoder and communication circuits operating continuously without the tolerance for intermittent faults that a manually operated crane might accommodate. The (N)GFLGOEU‑J's robust insulation system and fine-stranded conductor construction support the signal circuit reliability requirements of automated crane operations.
3.4 Bulk Handling and Conveyor Systems: Single-Plane Bending on Long Runs
Along the quayside and in the bulk handling areas of Jebel Ali Port, stacker-reclaimers, ship unloaders and belt conveyor systems present festoon cable applications characterised by long travel distances, lower speeds and larger conductor cross-sections for high-power motor supply. The flat cable construction remains the correct technical selection for these applications, as the single-plane bending constraint is identical regardless of the equipment type, and the mechanical and environmental performance parameters of the (N)GFLGOEU‑J are equally applicable across bulk handling duty cycles.
Section 4: Engineering Value — Service Life, Reliability and Safety
4.1 Total Cost of Ownership: Rethinking the Economics of Cable Selection
Port operators at facilities like Jebel Ali evaluate infrastructure components against a total cost of ownership framework rather than initial purchase price alone. A single unplanned outage of an STS crane during peak vessel operations carries direct costs — vessel idle time, port productivity penalties, expedited maintenance labour and emergency spare parts procurement at premium pricing — that routinely exceed the entire procurement cost of the cable installation many times over. The (N)GFLGOEU‑J's combination of high fatigue life in festoon duty, UV and heat-stable sheath materials, and oil-resistant construction directly addresses the dominant failure modes that cause premature cable replacement in Middle East port environments, supporting extended replacement intervals and lower cumulative maintenance expenditure over the crane's service life.
4.2 Reliability Through Designed-In Safety Margins
The cable's rated parameters — 90°C maximum conductor temperature, 15 N/mm² tensile load, 180 m/min trolley speed — are not limits at which the cable is operating at its design boundary in a typical Jebel Ali application. They represent comfortable operating margins above the demands of normal service. These margins serve a specific engineering function: they absorb the performance impact of exceptional operating events such as extreme heat episodes, mechanical overloads during emergency operations or the gradual performance degradation that occurs across any cable's service life, without pushing the system into a failure-initiating condition.
The compliance framework provides an additional layer of assurance: RoHS 2015/863/EU certification confirms the absence of restricted hazardous substances; LVD 2014/35/EU covers electrical safety requirements applicable to low-voltage equipment in the European and GCC regulatory context; and CPR 305/2011 addresses fire performance in accordance with the Construction Products Regulation. A standard 24-month product warranty reflects the manufacturer's confidence in the cable's manufactured quality and field performance.
4.3 Safety Performance: Non-Negotiable in a High-Density Port Environment
Jebel Ali Port is one of the most intensively utilised industrial facilities in the Middle East, with continuous human presence across all operational zones. The cable's flame-retardant sheath, certified to DIN EN/IEC 60332-1-2, ensures that a localised cable fault does not initiate a propagating fire event across the crane's cable management system. The high dielectric test voltage of 3.5 kV/5 min confirms insulation integrity under conditions well above normal operating levels, providing assurance against insulation failure leading to electrical shock or short-circuit events in the crane's power distribution system.
Section 5: Engineering and Selection Guidelines for Project Specification
When specifying (N)GFLGOEU‑J cables for STS, RTG or RMG crane installations at Jebel Ali Port or comparable Middle East port projects, the following engineering parameters govern the selection process.
Conductor cross-section and core count are determined by motor rated current and power, cable current-carrying capacity per DIN VDE 0298-4, permissible voltage drop over the maximum cable travel length, and the number and type of control, signal and communication circuits to be accommodated. The standard product range spans from 4×1.5 mm² through to 4×150 mm², with intermediate multi-core configurations covering 5, 6, 7, 8, 10 and 12 cores in smaller cross-sections, providing the resolution needed to match actual circuit requirements without unnecessary oversizing.
Festoon system mechanical design must be coordinated with the cable's minimum bending radius, permissible tensile load rating and maximum travel speed, with the trolley hanger spacing, end clamp design and cable take-up or tensioning mechanism all sized to keep actual operating parameters within the cable's rated envelope.
For applications involving high dynamic tensile forces — such as festoon systems with long unsupported spans, high acceleration crane drives or significant wind loading exposure on outdoor crane structures — the standard 15 N/mm² tensile load rating should be verified against actual calculated loads on a case-by-case basis, with project-specific mechanical analysis confirming suitability before specification is finalised.
Conclusion
The (N)GFLGOEU‑J flexible flat rubber crane cable is a product designed with deliberate specificity for the operating conditions that define modern port infrastructure across the Middle East. Jebel Ali Port — with its scale of operations, its unrelenting environmental severity and its zero-tolerance approach to unplanned downtime — represents the definitive reference case for what this cable type is required to achieve.
From the fatigue-resistant fine-stranded copper conductors, through the thermally stable EPR insulation system, to the UV and ozone-resistant 5GM3 rubber outer sheath and the torsion-eliminating flat geometry, every element of the cable's construction addresses a real and quantifiable performance requirement in the field. For project engineers, procurement teams and terminal operators specifying crane cable systems for Jebel Ali Port, or for the broader portfolio of container terminals, bulk handling facilities and industrial port infrastructure across the Arabian Gulf, the (N)GFLGOEU‑J offers a technically verified, standards-compliant solution backed by the engineering margins that high-intensity port operations demand.
Technical data sourced from (N)GFLGOEU‑J product specification, based on DIN VDE 0250-809. The manufacturer reserves the right to modify specifications without prior notice. For applications involving exceptional mechanical or environmental conditions, case-by-case technical evaluation is recommended.
Port crane cables | Mining cables | Reeling cables | Trailing cables | Festoon cables | Heavy-duty power cables | Medium voltage cables | Offshore crane cables | Underground mining cables | Dragline cables | Shearer cables | Container handling cables | STS crane cables | RTG cables | Mobile equipment cables | Armored cables | Flexible power cables | VFD cables | Submersible cables | Cold resistant cables | Abrasion resistant cables | Flame retardant cables | Marine environment cables | Opencast mining | Underground operations
© 2006 All rights reserved.
[INDUSTRIAL_CABLES]
INDUSTRIAL GRADE CABLE SYSTEMS | PORT & MINING SOLUTIONS
TEL: +86 153 7530 2641 |MAIL: hongjing.Wang@feichuncables.com