
TYPE W FLAT 2/C Cable: A Complete Guide for DC Mining Equipment Applications
Discover the features, applications, and technical specifications of TYPE W FLAT 2/C cable for DC off-track mining equipment. Learn how this 600/2000V mold-cured jacket cable delivers durability, flexibility, and reliable performance in the harshest underground environments.
hongjing.Wang@Feichun
4/2/202620 min read
What is TYPE W FLAT 2/C Cable?
Quick Answer (Featured Snippet): TYPE W FLAT 2/C cable is a two-conductor flat power cable rated at 600/2000 volts, designed specifically for DC off-track mining equipment such as shuttle cars, drills, cutting machines, and loaders. It features flexible tinned copper conductors, 90°C ethylene-propylene rubber (EPR) insulation, a mold-cured thermoset jacket, and synthetic yarn reinforcement. It meets MSHA listing requirements and ICEA Standards S-75-381/NEMA WC-58, making it one of the most widely used flat trailing cables in underground coal and hard rock mining operations.
TYPE W FLAT 2/C cable belongs to the family of Type W mining cables — a classification that defines portable power cables engineered for the physically demanding, electrically challenging world beneath the earth's surface. The "2/C" designation refers to its two-conductor construction, which makes it the standard choice for direct current (DC) circuits where a simple power-and-return configuration is sufficient.
The flat geometry of the cable is not a cosmetic choice. It is a deliberate engineering decision that has proven itself over decades of underground deployment. Unlike round cables, which tend to coil, twist, and snarl when dragged across uneven mine floors, flat cables lie naturally on the ground, track in predictable paths, and resist the spiral damage patterns that shorten service life on mobile equipment.
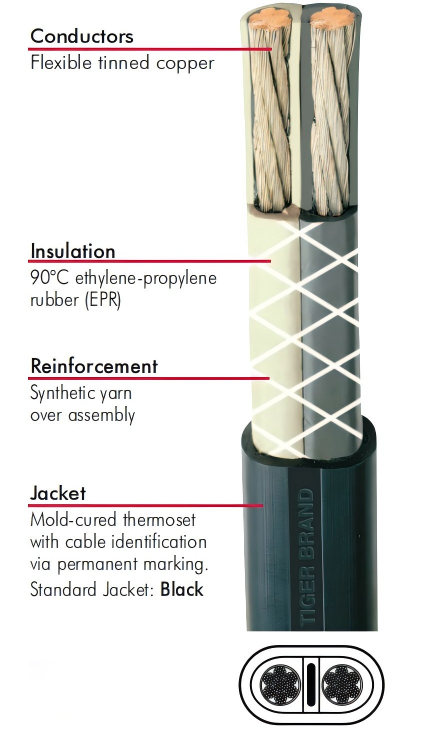
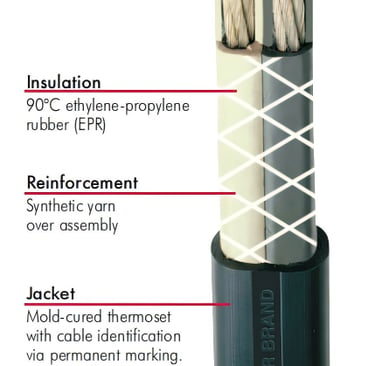
The cable's conductor is built from flexible tinned copper — a combination that resists oxidation in the humid, chemically active atmosphere of underground workings while maintaining the strand flexibility needed to withstand thousands of bending cycles as equipment moves through mine entries. Insulation is 90°C EPR (ethylene-propylene rubber), a synthetic elastomer renowned for its resistance to moisture absorption, ozone, and heat aging. The outer jacket is a mold-cured thermoset compound, bonded to the cable assembly under controlled heat and pressure to form an integral, seamless protective shell rather than a simple extruded sleeve.
The key difference between flat and round mining cables comes down to geometry and application. Flat cables are the preferred solution for trailing applications on wheeled, track-bound, or sled-mounted DC equipment — anywhere a cable must be continuously paid out and retrieved as a machine advances and retreats. Round cables, by contrast, offer superior torsional resistance and are better suited for rotating or multi-directional equipment. Understanding this distinction is the first step in specifying the right cable for any underground DC application.
Key Features of TYPE W FLAT 2/C Cable
Mold-Cured Jacket Construction
The mold-cured jacket is arguably the most important structural feature of TYPE W FLAT 2/C cable. In conventional extrusion processes, the outer jacket is applied as a continuous tube of thermoplastic or thermoset material around the cable core. In mold-curing, the jacket is vulcanized under pressure in a mold that gives the cable its precise flat cross-section while simultaneously bonding the jacket material to the assembly beneath it.
The result is a jacket that cannot delaminate, does not peel away from the underlying structure when cut or abraded, and maintains dimensional stability across the full range of temperatures and mechanical stresses encountered underground. When a cable is run over by a loaded shuttle car — a common occurrence in the narrow confines of a coal seam entry — a mold-cured jacket absorbs and distributes the impact rather than cracking or splitting at the edges. This translates directly into longer service intervals and fewer emergency splicing jobs.
The standard jacket color is black, with permanent surface marking for identification. This marking system allows maintenance personnel to trace individual cables through complex underground cable management arrangements without physically following the entire length.
Flat Cable Design Advantages
The flat cross-section delivers three measurable operational benefits that matter in daily mining use.
First, cable retrieval is cleaner and faster. A flat cable feeding back onto a reel or into a cable box stacks consistently rather than piling in random coils. This reduces tangling events that can jam cable reels on shuttle cars and slow production cycles.
Second, the flat geometry reduces the effective bending radius at which the cable can operate without internal conductor damage. Because the conductors lie side by side in a plane rather than being twisted around each other, the cable bends more naturally in the vertical axis — which is the primary direction of bending as equipment moves forward and back along an entry.
Third, flat cables present a lower profile on the mine floor. In low-seam mines where clearances between the mine roof and the floor may be only 36 to 42 inches, every inch of cable height matters. A flat cable lying on the rib line is far less likely to be pinched beneath the skid of a passing machine than a round cable of equivalent conductor size.
Electrical Performance
TYPE W FLAT 2/C cable is rated for use in circuits up to 2,000 volts (with a 600-volt rating also applicable for lower-voltage DC systems). This dual voltage rating reflects the range of DC systems used on underground equipment across different mine types and regulatory environments.
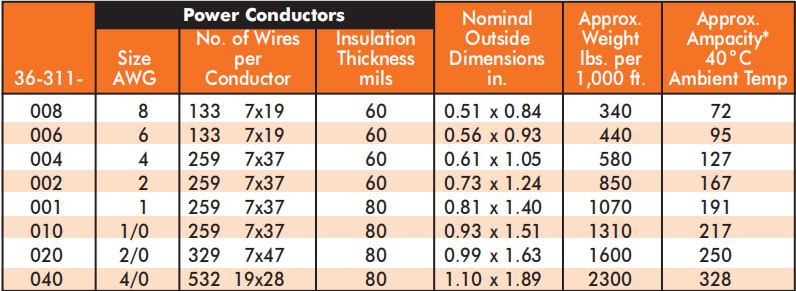
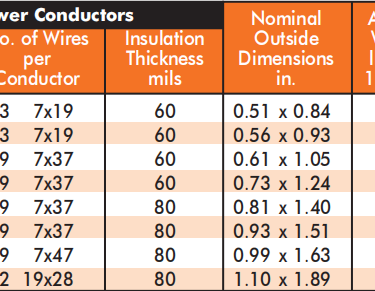
The cable's ampacity — its safe current-carrying capacity — is specified at a maximum conductor temperature of 90°C in a 40°C ambient environment. Ampacity values range from 72 amperes for 8 AWG conductors up to 328 amperes for 4/0 AWG conductors, covering the full range of DC equipment loads from small drills to large, heavily loaded shuttle car drives.
The tinned copper conductors used in TYPE W FLAT 2/C cable are constructed in highly flexible strand configurations. For example, 8 AWG conductors use 133 individual strands (in a 7×19 arrangement), while 2/0 AWG conductors use 329 strands (7×47). This high strand count is essential for trailing cable applications: a cable that is flexed thousands of times per shift will develop metal fatigue in individual strands over time, but with 329 strands sharing the mechanical load in a 2/0 conductor, the time before cumulative fatigue becomes a performance issue is dramatically extended compared to rigid building wire.
Thermal Performance
The 90°C conductor temperature rating of TYPE W FLAT 2/C cable is not a marginal design parameter — it is a fundamental safety specification. Underground DC systems, particularly on shuttle cars and cutting equipment, can experience significant current surges during acceleration, stall conditions, and heavy-load cutting cycles. A cable whose insulation begins to break down at lower temperatures would be at risk of premature failure precisely when the system is under the heaviest stress.
EPR insulation maintains its electrical integrity and physical flexibility across the full service temperature range from well below freezing in cold mine entries to the rated 90°C conductor temperature. It does not embrittle in cold conditions the way some thermoplastic insulations do, and it does not soften and flow at elevated temperatures. This combination of cold-weather flexibility and high-temperature stability makes EPR the insulation of choice for underground trailing cable applications worldwide.
Applications in DC Off-Track Mining Equipment
Shuttle Cars
The shuttle car is the application for which TYPE W FLAT 2/C cable was fundamentally designed. These battery-powered or cable-powered vehicles cycle continuously between the continuous miner face and the feeder-breaker or conveyor belt, carrying run-of-mine coal in a chain conveyor body.
On cable-powered shuttle cars, the trailing cable must be retrieved onto a reel as the car backs toward the feeder and paid out as the car advances to the face. This cycle repeats hundreds of times per shift. The mechanical demands on the cable are severe: repeated flexing, contact with the mine floor, exposure to coal dust, water, and occasionally mine acids, and the risk of being run over by the shuttle car itself or by roof bolters and other equipment sharing the entry.
The flat geometry and mold-cured jacket of TYPE W FLAT 2/C cable address every one of these failure modes. The cable tracks consistently behind the car without bunching or coiling, the jacket resists the abrasive action of coal, rock, and steel mine equipment, and the flexible conductors withstand the bending cycles imposed by reel operation.
Mining Drills
Roof bolt drills, exploratory drills, and production drills used in underground coal and metal mines place a different set of demands on trailing cable. Unlike shuttle cars, which move primarily in one direction along a defined path, drills are repositioned frequently and may be dragged across irregular floor surfaces, through water, and around rib corners. The cable must follow the drill without tangling or kinking, and it must resist the sharp-edged rocks and rib spall that accumulate on the mine floor.
The insulation thickness and jacket construction of TYPE W FLAT 2/C cable — with insulation thickness of 60 mils for sizes up to 1 AWG and 80 mils for larger sizes — provides the mechanical protection needed in drill cable applications while keeping the cable light and flexible enough to handle without fatigue.
Cutting and Loading Machines
Continuous miners, longwall shearers' ancillary cutting equipment, and loading machines such as bridge conveyors and belt tail pieces use trailing cables to deliver DC power from stationary distribution points to mobile equipment working at the active mining face.
In these applications, the cable must withstand not only the physical hazards of the mining environment but also the tension imposed by the machine pulling away from the cable anchor point as it advances into uncut coal or ore. The synthetic yarn reinforcement incorporated into TYPE W FLAT 2/C cable provides tensile strength that prevents the conductors from being stretched beyond their elastic limits when the cable is pulled taut during equipment advance.
Other Mobile Mining Equipment
Beyond the three primary equipment categories, TYPE W FLAT 2/C cable serves a wide variety of secondary mobile equipment: DC-powered man trips, utility cars, battery charge stations on wheels, and specialized inspection and maintenance vehicles. In each case, the cable's combination of voltage rating, flexibility, environmental resistance, and regulatory compliance make it the appropriate selection for DC trailing cable duty.


Why Choose TYPE W FLAT Cable for Mining Operations?
The case for TYPE W FLAT 2/C cable in DC mining applications rests on four pillars: reliability, longevity, operational efficiency, and regulatory compliance.
Reliability in underground environments means more than simply not failing on a given shift. It means predictable performance across seasons, across ambient temperature swings, across the full range of electrical loads the system will impose, and across the mechanical abuse that is inevitable in active mining sections. EPR insulation and mold-cured jacket construction, combined with high-strand-count flexible conductors, deliver this predictability in a way that commodity-grade portable cable cannot match.
Longevity in trailing cable applications is measured in reel cycles and flexing events rather than calendar time. A well-specified TYPE W FLAT 2/C cable, properly installed and maintained, will outlast a lower-specification cable by a ratio that directly affects the total cost of ownership for the mining operation. Fewer cable replacement events mean fewer production interruptions, less maintenance labor, and lower splicing material costs.
Operational efficiency gains from flat cable are often underestimated during the cable selection process. The reduction in cable management problems — fewer jammed reels, fewer tangling incidents, faster cable handling during equipment moves — accumulates across every shift into measurable improvements in equipment availability.
Regulatory compliance, finally, is non-negotiable in underground mining. TYPE W FLAT 2/C cable carries MSHA listing (Mine Safety and Health Administration) and Pennsylvania Department of Environmental Protection acceptance markings, confirming that it meets the flame-resistance and construction standards required for use in underground coal mines. Operating with non-compliant cable exposes mine operators to citations, equipment shutdowns, and liability that far exceed any cost savings from using cheaper alternatives.
Performance Advantages in Harsh Mining Conditions
Abrasion and Impact Resistance
The mine floor in an active production section is one of the most abrasive surfaces any cable will encounter. Coal, shale, sandstone, and limestone fragments — many with sharp edges — are constantly being generated by mining operations and deposited on the floor. Equipment traveling over these surfaces kicks and drags rock fragments that act as cutting tools against any cable in their path.
The thermoset jacket compound used in TYPE W FLAT 2/C cable is formulated to resist this abrasive action. The mold-curing process ensures that the jacket material is fully cross-linked and homogeneous, without the thin spots or surface defects that can occur in extruded jackets. The result is a cable surface that resists cutting, gouging, and wear across its full length.
Moisture and Chemical Exposure Resistance
Underground mines are wet environments. Groundwater seeps through roof strata, hydraulic systems leak, coal dust suppression sprays water across the working face, and accumulated water collects in low spots along haulageways. A trailing cable in active service will be submerged in standing water repeatedly throughout its service life.
EPR insulation has inherently low moisture absorption — it does not swell, soften, or lose dielectric strength when wet. The mold-cured jacket provides an additional moisture barrier that prevents water ingress into the cable core. This combination allows TYPE W FLAT 2/C cable to operate in wet conditions without the accelerated electrical degradation that affects moisture-sensitive insulation systems.
Mine atmospheres also contain chemical agents that attack cable materials: methane and other hydrocarbons, sulfur compounds from pyrite oxidation in coal seams, and various cleaning and dust suppression chemicals. EPR and the thermoset jacket compounds used in TYPE W FLAT 2/C cable are resistant to this chemical environment, maintaining their physical and electrical properties across long service periods.
Flexibility in Low-Temperature Environments
Not all underground mines operate at warm temperatures. Metal mines in mountainous regions, potash mines, and mines at high elevations can have intake air temperatures well below freezing in winter months. Cable materials that stiffen in cold conditions become difficult to handle, develop internal cracking when bent, and are more susceptible to jacket damage from impact.
EPR insulation remains flexible at temperatures well below 0°C, allowing TYPE W FLAT 2/C cable to be handled and operated normally in cold mine environments without the special precautions that would be required for thermoplastic-insulated cables.
Resistance to Mechanical Fatigue
The ultimate failure mode for trailing cables is conductor fatigue — the progressive work-hardening and fracturing of individual copper strands under repeated bending cycles. High-strand-count conductors resist fatigue by distributing mechanical stress across many small strands rather than concentrating it in a few large ones. The 7×19 and 7×37 strand configurations used in TYPE W FLAT 2/C cable represent the engineering optimum between flexibility, fatigue resistance, and manufacturability for this class of trailing cable.
Installation and Handling Considerations
Proper installation and handling are as important as cable selection in determining service life. Even the best-specified cable will fail prematurely if it is not installed, operated, and stored correctly.
The minimum bending radius for TYPE W FLAT 2/C cable should be observed at all installation points, including at cable reel flanges, at the equipment cable entry gland, and at any fixed routing points along the cable path. Bending the cable more sharply than its rated minimum radius stresses the conductors and insulation at the bend point, accelerating fatigue damage. For flat cables, the preferred bending direction is in the plane perpendicular to the flat face — that is, bending the cable so that it curves in the direction of its narrow dimension rather than its wide dimension.
Cable routing in mining equipment should keep the cable away from heat sources, rotating components, and sharp edges. Where the cable must pass through openings in machine guarding or structure, grommets or other edge protection should be used to prevent chafing. Cable anchors at both the equipment end and the stationary power supply end should be positioned so that cable tension is carried by the jacket and reinforcement rather than by the conductors themselves.
Handling guidelines for Type W flat cables during equipment moves include avoiding dragging the cable over sharp floor debris, preventing the cable from being run over by other equipment when it is not under the protection of the cable reel, and never using the cable as a handle or tow point for equipment.
Storage recommendations include keeping unused cable on its original reel, storing reels in a cool, dry location away from ultraviolet light sources, and avoiding stacking reels in ways that could flatten or deform the cable cross-section under pressure.
Comparison with Other Mining Cable Types
Understanding where TYPE W FLAT 2/C fits in the broader landscape of underground mining cables helps in making the right selection for each application.
TYPE W FLAT 2/C versus TYPE W ROUND: Both use the same insulation system and conductor materials, but the flat geometry makes the 2/C version superior for trailing applications on equipment that moves in a single direction. The round TYPE W cable is better for three-conductor AC applications and for equipment that rotates or moves in multiple directions, where the round geometry resists torsional stress more effectively.
DC versus AC mining cable selection: DC systems use two conductors (positive and return), making the 2/C flat cable a natural fit. AC systems operating on three-phase power require three conductors plus grounding conductors, which typically leads to round cable configurations. The electrical characteristics of DC trailing cable — lower reactance, no capacitive charging current concerns — make the simpler 2/C construction adequate for DC applications where AC systems would require more complex cable assemblies.
When to choose flat cable configurations: The flat cable is the right choice when the primary cable stress is in one bending plane, when cable management and retrieval are critical operational factors, and when equipment travels in a predominantly linear path. Round cable becomes the better choice when torsional stress is significant, when three or more conductors are required, or when equipment moves through complex multi-directional paths.
Common Challenges and How TYPE W FLAT 2/C Solves Them
Cable twisting and wear issues are among the most common causes of premature cable failure on DC mining equipment. When a round cable is coiled on a reel and then paid out repeatedly, the rotation of the reel can introduce twist into the cable. Over time, this twist accumulates to the point where the cable develops tight spirals that concentrate bending stress. The flat geometry of TYPE W FLAT 2/C cable resists the development of persistent twist, because the flat cross-section has a natural resistance to rotation when in contact with the mine floor.
Space limitations in mining equipment are addressed by the flat cable's lower profile. In low-seam coal mines where everything is designed to the minimum possible height, the cable reel, the cable entry into the machine, and the cable path along the rib all benefit from the reduced vertical dimension of a flat cable.
Frequent movement and mechanical stress are managed by the combination of flexible conductors, mold-cured jacket, and synthetic yarn reinforcement. The reinforcement layer provides the tensile strength to resist the pulling forces that occur when equipment advances away from the cable anchor, while the flexible conductors and joint insulation system absorb the bending stresses imposed by reel cycling.
Power stability in DC applications is supported by the precise dimensional control of TYPE W FLAT 2/C cable. Consistent conductor cross-sections and insulation thicknesses, maintained through quality manufacturing processes, ensure that the cable's electrical resistance and insulation resistance remain within design limits across the full length of the cable and across the full service life of the product.
Real-World Mining Application Cases
Case 1: Underground Coal Mine, Appalachian Basin
A longwall auxiliary operation in a low-seam underground coal mine in the Appalachian region faced persistent cable failures on its fleet of cable-reel shuttle cars. The mine was operating in a seam approximately 48 inches in height, with significant water accumulation in the tailgate entries due to irregular floor conditions. Shuttle cars were cycling approximately 200 to 250 times per 10-hour shift.
The mine's electrical engineers conducted a failure analysis on recovered cable sections and identified two primary failure modes: jacket abrasion from contact with sharp shale floor debris, and conductor fatigue at the reel flange contact points where the cable was bending over the edge of the reel drum on each cycle. By specifying TYPE W FLAT 2/C cable with a larger conductor size to reduce operating current and heat generation, combined with reel flange modifications to increase the minimum bending radius, the mine extended average cable service life from approximately 60 days to over 140 days — more than doubling the interval between replacements and reducing annual cable costs by a material amount.
Case 2: Salt Mine, Mid-Continent Region
A solution-mined potash and salt operation in the mid-continent region used DC-powered continuous borers as part of its room-and-pillar extraction method. The environment in this mine is unusual: very low relative humidity in the production areas due to the hygroscopic nature of the ore, but significant brine exposure in areas near active dissolution fronts, combined with ambient temperatures that drop to near freezing in intake airways during winter months.
The mine's original cable specification used a thermoplastic-jacketed product that performed acceptably in summer months but became stiff and difficult to handle in cold intake airways, with jacket cracking observed at bend points. After transitioning to TYPE W FLAT 2/C cable with EPR insulation and thermoset mold-cured jacket, the maintenance team reported that cold-weather cable handling problems were effectively eliminated. The cable remained pliable at intake temperatures, and jacket cracking incidents dropped to zero over the subsequent 18-month observation period.
Case 3: Hard Rock Mine, Western United States
A gold mine operating at elevation in the western United States used DC-powered mucking machines (LHDs configured for DC trailing cable operation) in development headings. The mine had an aggressive blasting schedule, and cable was routinely exposed to blast concussion, rock fall from the hangingwall following blasts, and the acidic water that drained from freshly blasted ore zones containing sulfide mineralization.
The mine's procurement team worked with its cable distributor to specify TYPE W FLAT 2/C cable with confirmed resistance to the sulfuric acid concentrations measured in the mine's drainage water. Post-blast inspection showed that the mold-cured jacket absorbed rock impact from small spall without penetrating failure, while the EPR insulation showed no degradation in electrical resistance measurements taken at intervals across the cable's service life in the acid water environment. The mine subsequently standardized on this cable specification for all DC trailing applications in development headings.
How to Select the Right TYPE W FLAT 2/C Cable
Cable selection for underground DC applications involves matching cable specifications to the actual operating requirements of the equipment and the mining environment. The following factors should drive the selection process.
Voltage and load requirements are the starting point. The circuit voltage — typically 250V, 550V, or up to 2,000V for DC systems — must fall within the cable's voltage rating. The maximum continuous current draw of the equipment, including acceleration current and stall current for motors, must fall within the cable's ampacity at the expected ambient temperature. Ambient temperature correction factors published in cable standards allow the base ampacity to be adjusted for environments that are hotter or cooler than 40°C.
Conductor size is determined by the ampacity requirement, with consideration for voltage drop across the cable length. In DC systems, voltage drop is purely resistive (there are no inductive or capacitive components), so the calculation is straightforward: current times resistance equals voltage drop. For long cable runs on large equipment, voltage drop can be the determining factor in conductor size selection, requiring a larger conductor than ampacity alone would indicate.
Environmental factors include ambient temperature range, moisture exposure, chemical exposure, and mechanical hazard severity. EPR insulation and thermoset mold-cured jackets provide a high level of resistance to all of these factors, making TYPE W FLAT 2/C cable suitable for most underground DC applications without modification.
Regulatory requirements must be verified for the specific mine type and jurisdiction. MSHA listing is required for all cables used in underground coal mines. Metal and non-metal mines operating under federal jurisdiction also have cable requirements that must be satisfied. State-level mining regulations in states such as Pennsylvania impose additional requirements that are reflected in the cable's marking system.
Matching cable specs with equipment requirements means verifying not only the electrical parameters but also the physical parameters: cable outer dimensions must be compatible with the cable reel design, cable gland fittings on the equipment, and any conduit or guide systems along the cable routing path.
Future Trends in Mining Cable Technology
The underground mining industry is undergoing significant technological change, and cable technology is evolving in response. Several trends are relevant to DC trailing cable applications.
The increasing adoption of battery-electric vehicles in underground mines — driven by the need to reduce diesel emissions and ventilation costs — is expanding the use of DC power systems beyond traditional coal mine shuttle car applications. Metal mines that previously relied entirely on diesel-powered equipment are now deploying battery-electric loaders, haul trucks, and drills, some of which use DC trailing cables as part of opportunity charging or tethered operation systems. This trend is expanding the market for TYPE W FLAT 2/C and related DC trailing cables into mine types and geographic regions where they were previously rarely used.
Innovations in jacket materials are focused on improving abrasion resistance, reducing jacket weight, and improving performance in extreme temperature environments. Thermoplastic polyurethane (TPU) jacketing, which offers significantly higher abrasion resistance than conventional thermoset compounds (in some formulations, five times the abrasion resistance of standard CPE), is seeing increasing adoption in extremely abrasive applications. TPU jackets are available in the same solid color options as CPE jackets, maintaining the visual circuit identification benefits while improving mechanical performance.
The growing focus on durability and efficiency in mining operations is driving closer attention to total cost of ownership in cable selection. As mines operate on increasingly tight margins and face increasing regulatory scrutiny of their maintenance and safety practices, the economic case for specifying the best available cable rather than the lowest initial-cost cable is becoming easier to make. Longer service life, fewer production interruptions, and better regulatory compliance outcomes all contribute to a total cost calculation that favors quality specification.
FAQ: TYPE W FLAT 2/C Cable for DC Mining Applications
What does TYPE W FLAT 2/C mean in mining cable terminology? TYPE W designates a class of portable power cable designed for mining use, characterized by flexible conductors, EPR insulation, and reinforced thermoset jacketing. FLAT indicates that the cable has a flat rectangular cross-section rather than a round one. 2/C means the cable contains two power conductors. Together, these designations identify a two-conductor flat trailing cable rated at up to 2,000 volts, suitable for DC off-track mining equipment.
What equipment uses TYPE W FLAT 2/C cable? The primary applications are DC shuttle cars, underground drilling machines, DC cutting machines, DC loading machines, and other mobile DC-powered equipment used in underground coal, metal, and non-metal mines. The cable is specifically designed for trailing applications where the cable is continuously paid out and retrieved as equipment moves.
What voltage is TYPE W FLAT 2/C cable rated for? The cable carries a dual voltage rating of 600 volts and 2,000 volts. This covers the range of DC operating voltages used on underground mining equipment from low-voltage utility circuits up to the 995-volt and 1,600-volt DC systems used on modern shuttle cars and continuous miners.
What conductor sizes are available in TYPE W FLAT 2/C cable? Standard conductor sizes range from 8 AWG through 4/0 AWG, with ampacity ratings from 72 amperes at 8 AWG up to 328 amperes at 4/0 AWG, based on continuous duty at a maximum conductor temperature of 90°C in a 40°C ambient environment.
Why is flat cable preferred over round cable for shuttle car applications? Flat cable lies naturally on the mine floor without coiling, stacks more consistently on cable reels, presents a lower profile that reduces the risk of equipment running over the cable, and bends more naturally in the primary direction of travel along a mine entry. For DC shuttle car applications, these characteristics translate into longer cable service life and fewer cable management problems compared to round cable.
What approvals are required for underground coal mine cable in the United States? Cables used in underground coal mines in the United States must carry MSHA (Mine Safety and Health Administration) listing, which confirms that the cable has been tested and approved as flame-resistant for underground coal mine use. Some states, notably Pennsylvania, impose additional requirements through their Departments of Environmental Protection, which are reflected in specific marking codes on approved cables.
How is ampacity affected when cable is wound on a reel? Cable wound on a reel cannot dissipate heat as effectively as cable deployed on the mine floor, because the outer layers of cable insulate the inner layers. Ampacity correction factors must be applied based on the number of layers of cable on the reel: a single layer reduces ampacity to 85% of the free-air value, two layers to 65%, three layers to 45%, and four layers to 35%. These correction factors should be applied whenever a significant portion of the cable length will remain on the reel during operation.
What is the difference between EPR insulation and cross-linked polyethylene (XLPE) in mining cables? Both EPR and XLPE are thermoset dielectric materials with excellent electrical properties and resistance to moisture and chemical exposure. EPR offers superior flexibility, particularly at low temperatures, and better resistance to tracking and partial discharge in contaminated environments. XLPE has somewhat higher thermal aging resistance and is used in mine power feeder cables rated at higher voltages. For trailing cable applications in the voltage range addressed by TYPE W FLAT 2/C cable, EPR is generally the preferred insulation because of its flexibility and environmental resistance.
Can TYPE W FLAT 2/C cable be used in AC circuits? The cable's voltage rating and insulation system are technically compatible with AC use at equivalent voltages. However, for AC three-phase systems — which are the most common AC configuration on underground mining equipment — three power conductors are required, making the 4/C versions (TYPE W FLAT 4/C) or round cable types the standard selection. TYPE W FLAT 2/C cable is specifically optimized for two-conductor DC applications.
How should TYPE W FLAT 2/C cable be spliced when damaged? Splicing of mining cable in underground coal mines must be performed by trained personnel using approved splicing procedures and materials. The splice must restore the cable to a condition equivalent to the original construction, including insulation integrity, jacket continuity, and reinforcement. MSHA regulations require that all splices in underground coal mine cable be made in accordance with approved procedures. Improper splices are a leading cause of electrical fires and shock hazards in underground mines and should never be attempted without proper training and materials.
Conclusion
TYPE W FLAT 2/C cable represents a mature, proven technology that has been refined through decades of use in the world's most demanding underground environments. Its combination of flexible tinned copper conductors, 90°C EPR insulation, mold-cured thermoset jacket, and flat geometric cross-section addresses the specific failure modes and operational requirements of DC trailing cable applications in a way that no general-purpose portable cable can match.
For mine operators, the selection of the right cable for each application is not a procurement detail — it is a production decision with direct implications for equipment availability, maintenance costs, worker safety, and regulatory compliance. TYPE W FLAT 2/C cable, specified to match the actual voltage, current, mechanical, and environmental demands of the application, delivers the lowest total cost of ownership across the full service life of the installation.
As underground mining technology continues to evolve — with battery-electric equipment, higher production rates, and increasingly tight seam heights creating new demands on cable systems — the fundamental engineering principles embodied in TYPE W FLAT 2/C cable remain as relevant as they were when the first flat mining cables were introduced. Flexibility, durability, regulatory compliance, and reliable electrical performance are the enduring requirements of underground DC power distribution, and TYPE W FLAT 2/C cable is engineered to meet them.
Port crane cables | Mining cables | Reeling cables | Trailing cables | Festoon cables | Heavy-duty power cables | Medium voltage cables | Offshore crane cables | Underground mining cables | Dragline cables | Shearer cables | Container handling cables | STS crane cables | RTG cables | Mobile equipment cables | Armored cables | Flexible power cables | VFD cables | Submersible cables | Cold resistant cables | Abrasion resistant cables | Flame retardant cables | Marine environment cables | Opencast mining | Underground operations
© 2006 All rights reserved.
[INDUSTRIAL_CABLES]
INDUSTRIAL GRADE CABLE SYSTEMS | PORT & MINING SOLUTIONS
TEL: +86 153 7530 2641 |MAIL: hongjing.Wang@feichuncables.com