
Type W Round 3/C 2000V Underground Mining Cable: Construction, Applications & Selection Guide
A complete guide to Type W Round 3-conductor 2000V mining cables for underground operations — covering construction, conductor design, CPE jacket performance, real-world mining use cases, and selection considerations for mobile equipment.
hongjing.Wang@Feichun
4/8/202610 min read
Type W Round 3/C 2000V Underground Mining Cable: Construction, Applications & Selection Guide
Underground mining demands power cables that can survive punishment no surface installation ever faces — dragged across rock floors, flexed around tight corners, crushed under equipment, and exposed to dust, moisture, and mechanical stress around the clock. The Type W Round 3-conductor 2000-volt cable was engineered specifically for these conditions, providing reliable power delivery to mobile mining equipment in environments where failure is not an option.
This guide covers how the cable is built, what makes it well-suited to underground work, how it performs in real mine settings, and what engineers should consider when selecting it for a specific application.
What Is a Type W Round 3/C 2000V Mining Cable?
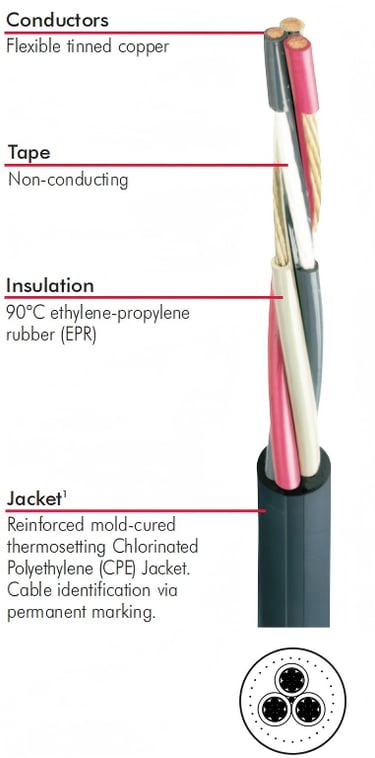
Featured Snippet: A Type W Round 3/C 2000V mining cable is a three-conductor, round-profile power cable rated at 2,000 volts and designed for mobile underground mining equipment. It uses flexible tinned copper conductors insulated with ethylene-propylene rubber (EPR) and protected by a mold-cured chlorinated polyethylene (CPE) jacket. It is suited for applications where bare grounding conductors are not required. The recommended maximum continuous conductor temperature is 90°C.
The designation breaks down simply: "Type W" refers to a heavy-duty flexible cable construction standard for mining; "Round" describes the cable's cross-sectional profile, which differs from flat trailing cable designs; "3/C" means three power conductors; and "2000V" is the maximum voltage rating.
This cable class is designed to carry electrical power from stationary or semi-stationary supply points to mobile equipment operating at the working face of a mine. Unlike permanent wiring installations, these cables must move repeatedly and endure the mechanical abuse of a working mine shift after shift.
Why Round Construction Matters Underground
Flat trailing cables dominate certain mining applications — particularly shuttle cars that drag cables along the floor. But round cables offer distinct advantages in many underground scenarios.
Round cable geometry distributes mechanical stress more evenly across the cross-section. When a cable is flexed, bent around a corner, or compressed by equipment traffic, a round profile responds more predictably than a flat one. The internal conductors are less likely to be forced into positions that cause repeated fatigue at a single stress point.
Round construction also tends to handle torsional forces better — the twisting that happens when equipment moves in complex paths through mine tunnels. This matters significantly for continuous miners, drills, and loaders that operate in confined, irregular spaces and change direction frequently.
For installations where a cable runs along a rib, hangs from roof support hardware, or feeds equipment that works across multiple headings, the round format is typically the practical choice.
Core Construction: What the Cable Is Made Of
Flexible Tinned Copper Conductors
The power conductors use flexible tinned copper stranding. Mining cable conductors are stranded far more finely than standard building wire — not to increase current capacity, but to allow the cable to flex repeatedly without individual strands breaking. A fine-stranded conductor can withstand tens of thousands of flex cycles that would quickly fatigue a solid or coarsely stranded conductor.
Tinning the copper adds a layer of protection against oxidation and corrosion, which matters in underground environments where humidity is high and condensation is common. It also makes splicing and termination work easier in field conditions.
Conductor sizes across the product range span from 8 AWG through 4/0 AWG, giving engineers the flexibility to size the cable appropriately for load current requirements and the distance from the power center to the equipment.
Non-Conducting Tape Layer
Between the conductors and the jacket assembly sits a non-conducting tape layer. This serves multiple functions: it holds the assembled conductors in their correct geometric relationship, separates the conductor assembly from the jacket, and makes the cable easier to strip and splice in the field. When a miner needs to splice a damaged cable underground, the tape layer ensures clean separation between components without damaging the insulation.
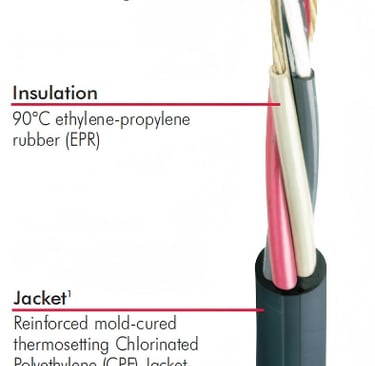
EPR Insulation
Each conductor is individually insulated with ethylene-propylene rubber (EPR). EPR is the insulation material of choice for mining cables because it maintains flexibility across a wide temperature range, resists moisture absorption, and performs reliably at the 90°C continuous conductor temperature rating.
EPR does not become brittle in cold mine environments, does not soften excessively in warm headings, and maintains its dielectric properties even when the cable gets wet — a common condition in operating mines. Insulation thickness varies by conductor size, with larger conductors receiving thicker insulation to maintain voltage performance.
Jacket Design: The Outer Defense
The mold-cured thermosetting chlorinated polyethylene (CPE) jacket is the cable's primary defense against the physical realities of underground work.
What Makes CPE the Right Choice
CPE is a thermoset material, meaning it undergoes a chemical cross-linking process during manufacturing that transforms it from a thermoplastic compound into a network polymer. This cross-linking gives the cured jacket properties that thermoplastic jackets cannot match: it will not soften significantly under heat, will not flow or deform under sustained compression, and will not re-melt if exposed to a hot surface.
For underground mining, where cables may be pinched against steel, dragged over sharp rock, or run over by heavy rubber-tired equipment, these properties translate directly into longer service life.
The mold-curing process produces a jacket that is uniform in thickness and bonded tightly to the internal cable assembly. This construction resists the jacket from separating from the cable core — a failure mode that can allow water intrusion and create handling hazards in a working mine.
Cable Identification via Permanent Marking
The jacket carries permanent surface marking for cable identification. In an underground mine, visual management of cables matters for both safety and operational efficiency. Cables run to different equipment, operate at different voltages, and belong to different circuits. Permanent jacket marking allows electricians and equipment operators to identify cables without requiring physical tags that can fall off or become illegible in muddy, wet conditions.
Colored jackets are also available as an option, enabling circuit color-coding across a mine section. Black is the standard jacket color, but sites that operate multiple cable types side by side often specify colored jackets to reduce the risk of wrong-cable connections during moves and setup.
Operating Conditions
The cable is rated for continuous duty at a maximum conductor temperature of 90°C. This rating assumes the cable is deployed with adequate ventilation and is not wound tightly on a reel while energized — standard mining operating practice.
When cables are wound on a reel with the power on, the layers trap heat generated by current flow, and the actual conductor temperature can exceed the rated maximum. Reel correction factors published in mining cable standards apply in these situations: a single layer wound on a reel requires an ampacity reduction to approximately 85% of the free-air value; three or more layers require reductions to 45% or below. Engineers selecting cable for reel-fed applications must account for these derating factors.
Ambient temperature also affects allowable current. The 40°C ampacity ratings in product data assume a 40°C ambient — typical for underground mine headings. Correction factors adjust the ratings for cooler or warmer environments. A heading running at 30°C allows slightly higher current; a particularly warm heading near deep workings may require a reduction.
Application Scenarios: Where This Cable Is Actually Used
Continuous Miners
Continuous miners are among the most demanding applications for trailing cable. The machine advances into the coal or ore face, cuts material, and loads it onto a conveyor or shuttle car — all while its trailing cable feeds power from a power center some distance behind. The cable experiences constant flexing as the machine trams forward, turns, and repositions.
At a longwall development entry in the Appalachian coalfields, for example, a continuous miner working a 20-foot wide heading might advance 100 feet per shift, with the cable cycling through repeated flexing as the machine moves forward and the cable reel feeds out. Over a production year, that cable can accumulate hundreds of thousands of flex cycles. The fine-stranded conductor and CPE jacket construction is specifically engineered to survive this duty cycle.
Room-and-Pillar Drills
In room-and-pillar mining operations, roof bolt drills work continuously, moving from row to row across the freshly cut face. The trailing cable to a roof bolt drill is typically short — often 50 to 100 feet — but it cycles through repeated position changes as the machine moves laterally and the boom repositions for each bolt hole.
At a limestone quarry operation in the Midwest, maintenance records showed that drill trailing cables running in this configuration were the highest-consumption cable in the mine — replaced more frequently than cables to heavier equipment — because the short, intense flex cycles accelerated conductor fatigue. Upgrading to finer-stranded conductors in the same cable construction extended service life by over 30% in that application.
Load-Haul-Dump (LHD) Loaders
In metal mining operations using load-haul-dump loaders in drift mining layouts, trailing cables run to electric LHD units working stope entry drives. The loaders move forward to the muck pile, load the bucket, back out to the drift, and travel to the ore pass — a cycle that puts the trailing cable through complex three-dimensional flexing and torsion with every trip.
A copper mine operating LHD loaders in narrow vein drifts in the American Southwest found that cable service life was closely correlated with the torsional resistance of the cable construction. Round cables with good integral fill in the core — which reduces the tendency of internal voids to allow conductor migration under torsion — consistently outlasted poorly filled constructions in the same application.
Shuttle Cars
Type W Round cables also serve AC shuttle car applications, though flat Type W cables are more common for this duty. In mines where space constraints or cable handling practices favor round cable, the round construction provides equivalent electrical performance with good torsional durability during the repeated back-and-forth tramming of shuttle car operation.



Selection Considerations
Matching Voltage Rating to the Circuit
The 2000V rating of this cable class is appropriate for most underground distribution voltages in coal and metal mines — typically 995V or 1000V three-phase systems, and in some operations 440V or 480V systems. A cable rated at 2000V provides a significant safety margin above operating voltage, which accounts for transient overvoltages and the degraded insulation condition that occurs as cables age in service.
Circuits operating above 2000V — such as 4160V continuous miner circuits or 5000V longwall shearer circuits — require cables specifically rated for those higher voltages, with thicker insulation and often metallic insulation shielding.
Conductor Size and Ampacity
Conductor size selection starts with the load current of the equipment being powered and the cable length from the power center to the machine. Voltage drop matters in mining applications: a cable that is technically adequate for the load current may cause unacceptable voltage drop over a long run, reducing available motor torque and increasing motor temperature.
A practical approach is to calculate the load current at the equipment's nameplate rating, calculate the voltage drop for the proposed conductor size and run length, and verify that the voltage at the equipment terminals remains within the motor's acceptable voltage tolerance — typically plus or minus 10% of nameplate.
Jacket Selection for the Environment
The standard CPE jacket handles the demands of most underground applications well. For environments with extreme abrasion — such as cable running continuously over sharp rock in a tight entry — enhanced jacket options or more frequent inspection intervals may be warranted.
Moisture resistance is built into the CPE jacket construction and is not typically a differentiating factor in underground selection, since all mining cable jackets are designed for wet conditions.
Why Durable Underground Cable Matters for Mine Operations
Cable failure in an underground mining section stops production. A continuous miner with a damaged trailing cable cannot operate; a shuttle car with a failed power cable sits in the entry blocking other equipment; a drill with a shorted cable creates a safety event that requires section evacuation and investigation before work can resume.
The cumulative cost of cable failures — in downtime, cable replacement, splice labor, and safety incidents — can significantly exceed the upfront cost difference between cable constructions. Mines that track cable cost per ton produced rather than cable cost per foot purchased consistently find that higher-quality cable construction delivers lower total cost over a production period.
Beyond economics, power cable condition is a safety issue. Damaged insulation, jacket breaches, and conductor failures in underground mining cable are potential ignition sources — a critical concern in gassy coal mines and a serious hazard in any underground environment. Cables that are constructed to resist the mechanical conditions of the mine, and that are selected and deployed correctly for the application, reduce the frequency of these failure modes.
FAQ: Type W Round 3/C 2000V Mining Cable
Q: What does "Type W" mean in mining cable classification? A: Type W designates a heavy-duty flexible cable construction intended for portable and trailing cable use on mining equipment. It specifies performance requirements for conductor flexibility, insulation type, and jacket construction.
Q: Why is EPR used for insulation instead of PVC or XLPE? A: EPR maintains flexibility across the wide temperature range encountered in underground mines, resists moisture without degrading, and performs reliably at the 90°C continuous temperature rating. PVC becomes stiff in cold conditions and softens under heat; XLPE is less flexible and not typically preferred for trailing cable duty.
Q: Can this cable be used on reels while energized? A: Yes, but ampacity must be derated based on the number of layers on the reel. A single wound layer requires approximately 15% reduction in ampacity; multiple layers require progressively larger derating to prevent overheating in the wound cable.
Q: What is the difference between Type W and Type G cable? A: Type G cable includes a separate grounding conductor, while Type W does not. Type W is appropriate when the grounding function is provided through other means or is not required for the specific equipment configuration. Type G and Type G-GC provide grounding conductors for equipment that requires them.
Q: How is conductor size selected for a mining application? A: Selection requires calculating load current from equipment nameplate data, verifying that the selected conductor size carries that current within its ampacity rating at the expected ambient temperature, and checking that voltage drop over the cable run length stays within the motor's acceptable voltage tolerance — typically within 10% of nameplate voltage.
Q: What causes underground mining cables to fail prematurely? A: The most common causes are mechanical damage from equipment runovers, repeated sharp bending below the cable's minimum bend radius, conductor fatigue from high-cycle flexing in short runs, jacket abrasion through contact with rock, and improper splicing that introduces weak points in the cable.
Q: Are colored jacket options available? A: Yes. Black is the standard jacket color, but CPE jackets are available in blue, green, orange, yellow, and red. Colored cables allow circuit identification by color coding in mine sections running multiple cable types or voltage levels.
Summary
The Type W Round 3/C 2000V underground mining cable is a purpose-built power delivery solution for mobile mining equipment in demanding underground environments. Its fine-stranded tinned copper conductors provide the flex life needed for repeated cycling; its EPR insulation maintains dielectric performance in wet, variable-temperature conditions; and its mold-cured CPE jacket resists the abrasion, compression, and torsion of real underground operation.
Correct application — matching conductor size to the load, accounting for reel derating, and selecting jacket options appropriate to the environment — translates directly into longer cable service life, lower total cost per ton, and fewer safety events in the mine section. For mobile equipment applications where bare grounding conductors are not required, this construction offers a well-proven combination of flexibility, durability, and reliable power delivery at the working face.
Port crane cables | Mining cables | Reeling cables | Trailing cables | Festoon cables | Heavy-duty power cables | Medium voltage cables | Offshore crane cables | Underground mining cables | Dragline cables | Shearer cables | Container handling cables | STS crane cables | RTG cables | Mobile equipment cables | Armored cables | Flexible power cables | VFD cables | Submersible cables | Cold resistant cables | Abrasion resistant cables | Flame retardant cables | Marine environment cables | Opencast mining | Underground operations
© 2006 All rights reserved.
[INDUSTRIAL_CABLES]
INDUSTRIAL GRADE CABLE SYSTEMS | PORT & MINING SOLUTIONS
TEL: +86 153 7530 2641 |MAIL: hongjing.Wang@feichuncables.com