
Underground Mining Cables: Type W, G-GC, SHD-GC & MP-GC — 2kV to 35kV Applications, Specs & Safety Guide
Complete guide to underground mining cables: Type W flat/round (2kV), Type G-GC (2kV), SHD-GC (2kV/5kV), SHD-PCG longwall, and MP-GC feeder cables (5kV–35kV). Includes CPE vs TPU jacket comparison, ampacity correction factors, and real mine application case studies.
hongjing.Wang@Feichun
4/14/202619 min read
Introduction: Why Specialized Underground Mining Cables Are Critical
Underground mining is one of the most electrically demanding and physically punishing industrial environments on earth. Equipment operates continuously in tight tunnels filled with moisture, coal dust, abrasive rock, and mechanical hazards. Standard industrial cables simply cannot survive these conditions — and when a cable fails underground, the consequences range from costly downtime to life-threatening safety incidents.
Specialized underground mining cables are engineered from the ground up to handle this reality. They are built for continuous flexing, extreme abrasion, exposure to water and chemicals, flame resistance, and the regulatory requirements that govern electrical safety in mines across North America and beyond.
Choosing the right cable for a given application is not just a purchasing decision — it is a safety decision, a productivity decision, and ultimately a cost-per-ton decision. This guide covers everything mining engineers, electrical supervisors, and procurement professionals need to know about underground mining cables: their classifications, construction details, performance standards, compliance requirements, and real-world application considerations.
Primary design standards governing these cables include ICEA S-75-381/NEMA WC-58, ASTM B-172, and ASTM B-33. Together, these form the technical baseline for cable construction and performance in underground mining applications.
What Are Underground Mining Cables?
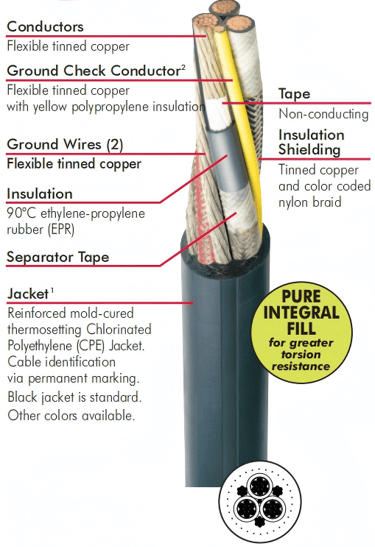
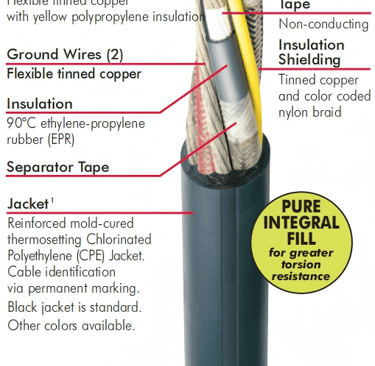
Underground mining cables are heavy-duty portable power cables specifically designed to supply electrical power to mobile mining equipment and fixed infrastructure in surface and underground mine environments. They are constructed with flexible tinned copper conductors, ethylene-propylene rubber (EPR) insulation, and mold-cured thermoset or thermoplastic jackets, engineered to meet stringent flame resistance, flexibility, moisture tolerance, and mechanical durability requirements specific to the underground mining environment.
Unlike standard industrial cables, mining cables must simultaneously meet requirements for flame resistance, flexibility in cold temperatures, resistance to abrasion and mechanical damage, moisture tolerance, and in many cases, the inclusion of dedicated ground and ground-check conductors for personnel protection.
They are broadly classified by shape (flat or round), voltage rating (600V, 2kV, 5kV, 8kV, 15kV, 25kV, 35kV), conductor configuration, and the presence or absence of shielding and grounding conductors.
Main Categories of Underground Mining Cables: Type W, G-GC, SHD-GC & MP-GC
Mining cables fall into four primary functional categories:
Flat Trailing Cables (600V–2kV) are designed for off-track equipment that moves in straight, predictable paths along mine entries — such as shuttle cars and cutting machines — where their flat profile reduces snagging and tread damage.
Round Trailing Cables (2kV–5kV) are designed for mobile equipment that moves in multiple directions and requires greater torsional flexibility, such as continuous miners, longwall equipment, and AC shuttle cars.
Longwall Mining Cables — Type SHD-PCG & SHD-CGC (2kV & 5kV) are a specialized subset of round shielded cables engineered specifically for the complex electrical requirements of longwall shearer systems, where shielded power conductors, control conductors, grounding, and ground-check conductors must all run in a single cable.
Mine Power Feeder Cables — Type MP-GC (5kV–35kV) are high-voltage cables that supply power from surface substations or underground distribution points to mining equipment or section distribution systems.
Each category has distinct design features, conductor configurations, jacket material requirements, and regulatory listings. Selecting the wrong type for a given application can result in premature failure, safety violations, and equipment downtime.
Flat Trailing Cables: Type W Flat (2/C & 4/C), Type G Flat (2/C), Type G-GC Flat (3/C) & Type SHD Flat (3/C) — 600V to 2000V
Applications
Flat trailing cables are used primarily on DC and AC off-track mining equipment — machinery that travels along the mine floor without fixed rails. Primary applications include DC shuttle cars, drills, cutting machines, and loading machines.
The flat profile of these cables is a deliberate design choice. As equipment moves, the cable lays flat on the mine floor behind it. A flat profile reduces the risk of the cable being run over and crushed by wheels, and allows for easier coiling and uncoiling in restricted headroom environments.
Key Types and Construction Details
Type W Flat (2/C, 2kV) — The most basic flat trailing cable configuration, used for DC off-track equipment. It features two flexible tinned copper power conductors insulated with 90°C ethylene-propylene rubber (EPR), reinforced with synthetic yarn over the assembly, and enclosed in a mold-cured thermoset jacket permanently marked for identification. Meets or exceeds ICEA Standards S-75-381/NEMA WC-58, ASTM B-172 and B-33.
Type W Flat (4/C, 2kV) — Designed for AC off-track equipment. The four-conductor configuration (black, white, red, green) accommodates the three-phase power and ground requirements of AC-powered shuttle cars, drills, cutting machines, and loading equipment. Uses 90°C EPR insulation and a mold-cured thermoset jacket.
Type G Flat (2/C, 2000V) — Adds a dedicated unidirectional lay flexible tinned copper grounding conductor to the two-conductor flat configuration. Used on DC off-track equipment where a bare grounding conductor is required for enhanced personnel protection. Sizes range from 6 AWG to 2/0 AWG power conductors.
Type G-GC Flat (3/C, 2000V) — The most fully specified flat trailing cable, designed for AC off-track equipment requiring both a grounding conductor and a ground-check conductor. The ground wire uses uni-directional lay flexible tinned copper with green covering; the ground-check wire uses uni-directional lay flexible tinned copper with yellow insulation. This dual-ground configuration enables continuous monitoring of ground circuit integrity during operation — a critical safety feature. Ground check conductors are a minimum of #8 AWG.
Type SHD Flat (3/C, 2000V) — A heavy-duty shielded flat cable designed specifically for continuous miners that require both grounding conductors and metallic shielding over each individual conductor. Each conductor is shielded with tinned copper and textile braid over a semiconductive compound, providing superior protection against induced voltages and electrical interference. The standard jacket is extra-heavy-duty black neoprene.
Design Philosophy Behind Flat Cables
All flat trailing cable designs share several core construction principles: flexible tinned copper conductors for conductivity and corrosion resistance, 90°C EPR insulation for heat resistance and flexibility, synthetic yarn reinforcement to handle the mechanical stresses of constant movement, and mold-cured jacket construction that creates a unified, water-resistant assembly.
Round Trailing Cables: Type W Round (3/C & 4/C), Type G-GC Round (3/C, CPE & TPU) & Type SHD-GC (3/C, CPE, 2kV & 5kV)
Applications
Round trailing cables serve mobile mining equipment that requires multidirectional movement and greater torsional flexibility — most importantly, continuous miners, AC shuttle cars, drills, cutters, loading machines, and pumps. The round construction distributes stress evenly around the cable's circumference as it twists and turns, dramatically extending service life compared to flat cables in these demanding applications.
Round cables are also available in a wider size range, extending up to 500 kcmil for very large continuous miners and similar equipment.
Key Types and Construction Details
Type W Round (3/C and 4/C, 2kV) — General-purpose round trailing cables for mobile mining equipment where bare grounding conductors are not required. The 3/C version is for applications with three power conductors; the 4/C version accommodates an additional conductor. Both use reinforced mold-cured thermosetting Chlorinated Polyethylene (CPE) jacket, identified via permanent marking. The CPE jacket is the standard jacket for round trailing cables, offering excellent resistance to abrasion, moisture, oils, and flame. Available in six colors plus stripe combinations for easy circuit identification. Meets CSA Standards C 22.2 #96.
Type G-GC Round (3/C, 2000V, CPE Jacket) — The most widely deployed round trailing cable in underground coal mining. Designed for continuous miners, drills, cutters, loading machines, AC shuttle cars, and pumps where both grounding conductors and a ground-check conductor are required. The ground-check conductor is flexible tinned copper with yellow polypropylene insulation. Ground check conductor sizing varies by power conductor AWG, ranging from 10 AWG for smaller sizes to 2/0 AWG for 500 kcmil power conductors. Rated for shallow water submersion.
Type G-GC Round (3/C, 2000V, TPU Jacket) — Available with a Thermoplastic Polyurethane (TPU) jacket for applications where extreme abrasion resistance is the primary concern. TPU provides five times the abrasion resistance and twice the tear resistance of standard CPE, at approximately 8% less jacket weight. Same conductor and ground-check configuration as the CPE version.
Type SHD-GC (3/C, CPE Jacket, 2kV) — The 2kV shielded round trailing cable for drills, conveyors, pumps, and mobile equipment in circuits not exceeding 2,000 volts where grounding, ground-check, and metallic shielding are all required. Features metallic shielding (tinned copper and color-coded nylon braid, plus a semi-conducting strand shield layer) over each individual power conductor. Rated for direct burial and shallow water submersion. Meets CSA Rated TC-ER designation.
Type SHD-GC (3/C, CPE Jacket, 5kV) — Designed for longwall shearers, continuous miners, shovels, dredges, and drills operating in circuits not exceeding 5,000 volts. A specialized orange/green jacketed version is available for 2,300V continuous miner circuits exceeding 2,000 volts. Holds Canadian Standards Association (CSA) Type SHD-GC FT4 certification and RETIE approval for international markets.
The Importance of Pure Integral Fill in Round Cables
A key engineering feature in round trailing cables is the use of pure integral fill within the cable core. The fill material occupies the voids between conductors, eliminating air pockets that would collapse under torsional stress. This dramatically reduces the tendency of the cable to kink or suffer internal conductor damage when twisted — a common failure mode in continuous miners, where the cable may be twisted hundreds of times per operating cycle. Cables with integral fill consistently outlast unfilled alternatives in continuous miner applications.
Longwall Mining Cables: Type SHD-PCG (2kV & 5kV), Type SHD-CGC (2kV & 5kV) & Signal Cable (50V, TPU)
Why Longwall Applications Require Specialized Cables
Longwall mining systems present a uniquely complex electrical challenge. A longwall shearer is a massive, continuously moving machine that cuts coal across the width of the face — sometimes exceeding 400 meters — while being powered and controlled through a single trailing cable. That cable must carry high-current three-phase power, multiple control signals, and safety ground circuits simultaneously, while withstanding the crushing, dragging, and twisting forces of constant shearer movement.
No standard round trailing cable can meet these requirements. Longwall cables integrate shielded power conductors, unshielded control conductor groups, grounding conductors, and in some configurations, ground-check conductors, all in a single unified cable assembly.
Type SHD-PCG (2kV & 5kV) — Shielded Power + Control + Ground
The SHD-PCG is the primary longwall shearer cable, designed for applications where three shielded power conductors, three unshielded control conductors, and a grounding conductor are all required in a single cable.
The control conductor group consists of three flexible tinned copper conductors insulated with ethylene-propylene rubber, color-coded black, white, and red, and enclosed in an overall thermosetting jacket. This jacketed control group is then cabled alongside the three shielded power conductors and the central ground conductor.
The ground conductor is located in the center of the cable — a deliberate design choice that provides mechanical protection and ensures it remains intact even if the cable jacket is damaged.
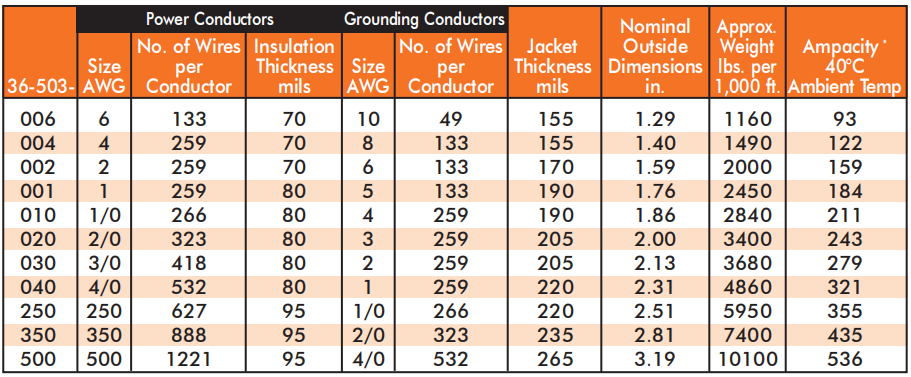
Available in both 2kV and 5kV versions, these cables use extra-heavy-duty CPE jackets and pure integral fill. Power conductor sizes in the 2kV version range from 2/0 to 4/0 AWG, with ampacity ratings from 243A to 321A at 40°C ambient. The 5kV version covers 2 AWG to 4/0 AWG.
Type SHD-CGC (2kV & 5kV) — Shielded Power + Control + Ground + Ground Check
The SHD-CGC adds a ground-check conductor to the longwall cable configuration, providing continuous monitoring of ground circuit integrity during shearer operation. This is particularly valuable in high-consequence longwall environments where an undetected ground fault could result in serious injury.
The ground-check conductor (16 AWG tinned copper with yellow polypropylene insulation) is specifically designed to withstand extreme flexing and to be extensible — critical properties given the cable's constant movement with the shearer. The conductor is located in the center of the cable.
Available in both 2kV and 5kV versions, SHD-CGC cables are suitable for longwall shearers, continuous miners, loaders, drills, conveyors, and pumps requiring the full complement of grounding, ground-check, and metallic shielding.
Longwall Signal Cable (2–9 Conductors, 50V, TPU Jacket, 10–18 AWG)
Separate from the power cables, longwall systems require signal cables for low-voltage control and monitoring. The Longwall Signal Cable (50V rated) is a flexible TPU-jacketed cable available with 2 to 9 conductors in sizes from 18 AWG to 10 AWG. The TPU jacket provides the extra-tough physical characteristics needed in the underground environment. Full copper braid shielding is available upon request. A composite fiber optic version is also available, in which approved fiber optic elements may be added to the cable assembly for optimum data signaling performance.
Mine Power Feeder & Infrastructure Cables: Type MP-GC EP/CPE & XLP/PVC — 5kV, 8kV, 15kV, 25kV & 35kV
The Role of Mine Power Feeders
While trailing cables deliver power to moving equipment, mine power feeder cables form the backbone of underground electrical distribution. They connect surface substations or underground transformers to section power centers, feeder pillboxes, and distribution networks throughout the mine.
These are high-voltage cables — operating at 5kV, 8kV, 15kV, 25kV, or 35kV — and their design reflects this: thicker insulation walls, semi-conducting strand shields and insulation shields, copper tape insulation shielding, and robust jacketing rated for installation in conduit, duct, open air, and direct burial in wet or dry locations.
Type MP-GC (3/C, EP/CPE Jacket, 5kV / 8kV / 15kV)
The Type MP-GC (Mine Power, Grounded, with Ground Check) series is the industry standard for underground mine power distribution. All variants share a common design philosophy: copper conductors, EPR or XLP insulation, semi-conducting strand shield, semi-conducting layer plus copper tape insulation shielding with phase identification, tinned copper ground wires, a ground-check conductor (8 AWG 7-wire copper with yellow polypropylene insulation), and an overall CPE or PVC jacket.
The EP/CPE 5kV, 8kV, and 15kV versions feature 90°C EPR insulation and mold-cured CPE jacket. Conductor sizes range from 4 AWG to 500 kcmil power conductors with corresponding ground conductor sizes. Ampacity at 40°C ambient ranges from 122A (4 AWG, 5kV) to 536A (500 kcmil, 15kV). All meet ICEA S-75-381 compliance and CSA C22.2 #96.1 listing. Cables may be suspended vertically using a messenger and special mechanical connectors — an important feature for vertical mine shafts.
Type MP-GC (3/C, EP/CPE Jacket, 25kV & 35kV)
The 25kV and 35kV EP/CPE variants extend the MP-GC series into the higher voltage range required for larger mines with longer electrical distribution distances. These are specified in metric dimensions per CSA standards and are available with either two ground wires plus a ground-check conductor, or a three-ground configuration per CSA requirements.
Type MP-GC (3/C, XLP/PVC Jacket, 5kV / 8kV / 15kV / 25kV) & EPR/PVC Jacket (25kV / 35kV)
For applications where a PVC jacket is preferred over CPE, the XLP/PVC and EPR/PVC variants use cross-linked polyethylene (XLPE) or EPR insulation with PVC jackets. PVC jackets can offer advantages in certain installation environments, including duct and conduit runs where flexibility requirements differ from trailing cable applications. The 25kV XLP/PVC and the 25kV and 35kV EPR/PVC versions meet CSA C22.2 #96.1 File LR82346 requirements. RETIE approval is available on select variants.
Underground Lighting Cable (2–9 Conductors, 110V, TPU Jacket)
A specialized infrastructure cable provides 110V power to lighting circuits throughout the mine. It uses a TPU jacket and is available in 2 to 9 conductor configurations, using flame-retardant cross-linked polyolefin insulation.
VFD Power Cable (3/C + 3 Grounds, Braid & Foil Shielded, 2kV)
As variable frequency drives (VFDs) become increasingly common in underground mining for controlling large AC motors on conveyors, fans, and pumps, specialized VFD cables are required. The VFD Power Cable is a flexible, braid-and-foil shielded 2kV cable specifically engineered for VFD applications.
Its shield construction — overall tinned copper braid plus aluminum/polyester tape providing 100% coverage — addresses the high-frequency harmonic voltages and reflected wave phenomena that standard cables cannot tolerate in VFD circuits. Insulation is Type II EPDM (EPR) rated for 90°C continuous operation. The cable includes three power conductors, three green-insulated grounding conductors, and optional ground-check conductors. Meets CSA File 82346 2kV requirements.
Cable Enhancements and Safety Features: CPE vs. TPU Jackets, Color Stripes & Factory Assemblies
Jacket Material Comparison: CPE vs. TPU for Underground Mining Cables
The choice of jacket material significantly affects cable life in specific mining environments:
CPE (Chlorinated Polyethylene) is the workhorse jacket for underground mining cables. It provides excellent resistance to abrasion, moisture, oils, chemicals, and flame. The thermoset construction (mold-cured or tandem-extruded) creates an inseparable bond between jacket layers and resists deformation under the compression loads typical in mine entries. CPE jackets are available in black (standard) and five additional colors (blue, green, orange, yellow, red), maintaining physical properties equal to the standard black jacket.
TPU (Thermoplastic Polyurethane) is the premium choice for the most abrasive underground environments. Compared to CPE, TPU provides five times more abrasion resistance and twice the tear resistance, at approximately 8% less jacket weight. TPU jackets are solid-color only (no stripe options). TPU is the preferred choice for continuous miner cables operating in abrasive sandstone or similar formations, where CPE cables would fail prematurely.
Reflective and Standard Color Stripes for Circuit Identification
Color identification alone is not always sufficient in the poor visibility conditions of an underground mine. Standard color stripe options vulcanize a contrasting colored stripe into the CPE jacket, creating highly visible color combinations (black/red, blue/white, yellow/red, orange/green, and many others) that make circuit identification and equipment assignment straightforward even in low-light conditions.
The reflective stripe variant adds a retroreflective element to the stripe, actively reducing cable runovers by equipment in low-visibility situations — a significant cause of cable damage and a known safety hazard in underground operations. Reflective stripes are available on CPE round jacketed cables only.
Factory-Installed Cable Assemblies (2kV–25kV, Including Pothead & Stress Cone Terminations)
For longwall and high-voltage feeder applications, factory-installed cable assemblies eliminate the need for field splicing of cable ends. Assemblies are built to exact specifications — including stress cones, fill, ID labeling, and pothead assemblies up to 25kV — and arrive ready for installation. Factory assembly reduces field preparation time, eliminates splice-related failure points, removes the need for maintaining expensive connector inventory on-site, and ensures consistent, tested terminations on every cable. Factory electrical testing is performed before shipping.
Safety Training and Mine Cable Evaluation Programs
Cable selection is only part of the safety equation. How cables are deployed, handled, routed, spliced, and maintained has an equally significant impact on cable life and personnel safety. Professional field evaluation programs deploy experienced engineers to conduct on-site cable productivity and safety assessments, delivering formal reports identifying safety hazards and productivity improvement opportunities. These programs also include training sessions on cable handling, splicing techniques, and safe deployment practices.
Key Performance Specifications: 90°C Ampacity, Temperature Correction Factors & Conductor Sizing
Conductor Temperature Rating (90°C) and Ampacity at 40°C Ambient
All mining trailing cables and feeder cables are rated for a maximum continuous conductor temperature of 90°C. Published ampacity values are based on this temperature at a 40°C ambient temperature. Correction factors must be applied when actual ambient temperatures differ from 40°C — for example, a multiplying factor of 1.26 applies at 10°C ambient, while 0.90 applies at 50°C ambient.
An additional critical correction applies when cables are wound on reels during operation. Cables stacked on a reel cannot dissipate heat effectively and must be derated: a single layer requires a 0.85 correction factor, two layers 0.65, three layers 0.45, and four layers 0.35. Operating a cable at more than its corrected ampacity causes insulation degradation, shortened service life, and in severe cases, cable fires.
Flame Resistance and Industry Standards: ICEA S-75-381 / NEMA WC-58 / CSA C22.2 #96
All underground mining cables must meet flame resistance requirements per ICEA S-75-381/NEMA WC-58. International compliance includes Canadian Standards Association (CSA) C22.2 #96 (File 82346) for FT1, FT5, and in applicable cases FT4 flame ratings at -50°C, and RETIE approval for certain markets.
Cable Selection Framework: Voltage Rating, Cable Type, Conductor Size & Environment
Selecting the correct cable for an application requires evaluating several variables simultaneously:
Voltage (2kV, 5kV, 8kV, 15kV, 25kV, 35kV): Match the cable's voltage rating to the system operating voltage. Always select a cable rated at or above the maximum circuit voltage.
Equipment type and movement: Flat cables (Type W, G, G-GC Flat, 600V–2kV) for predictable linear movement; round cables (Type W, G-GC, SHD-GC Round, 2kV–5kV) for multidirectional or torsional movement. Continuous miners require round cables with integral fill and full grounding conductor packages.
Grounding requirements: Type W for no ground required; Type G for grounding conductor only; Type G-GC for grounding plus ground-check; Type SHD-GC or SHD-CGC for shielded applications with full ground monitoring.
Environment: Standard CPE for typical underground conditions; TPU for extremely abrasive formations; reflective stripes for low-visibility areas.
Installation type: Trailing cables for mobile equipment; Type MP-GC feeder cables (5kV–35kV, EP/CPE or XLP/PVC) for fixed distribution; signal cables (50V, TPU) for control circuits; VFD cables (2kV, shielded) for variable frequency drive applications.
Real-World Underground Mining Application Case Studies
Case Study 1: Type G-GC Round (4 AWG, 2kV, CPE → TPU Jacket) — Continuous Miner in the Illinois Basin
A mid-size underground coal operation in southern Illinois was experiencing frequent cable failures on its continuous miners, averaging one cable replacement every six weeks at a direct cost of approximately $18,000 per replacement — not counting lost production. The operation was using a standard CPE-jacketed Type G-GC Round cable in a 4 AWG power conductor size.
Investigation revealed that the mine's roof conditions required unusually tight turning radii for the continuous miner, placing extreme torsional stress on the cable. Additionally, the floor rock was highly abrasive quartzite sandstone that was rapidly abrading the cable jacket.
The operation switched to Type G-GC Round cables with a TPU jacket in the same 4 AWG conductor size. Cable replacement intervals extended to approximately 18 weeks — a three-fold improvement in service life. The combination of TPU's superior abrasion resistance and the integral fill construction's torsion resistance addressed both root causes simultaneously.
Case Study 2: Type SHD-GC (2kV/2,300V → 5kV Voltage Upgrade) — Longwall System in a West Virginia Coal Mine
A large underground coal producer in West Virginia was transitioning a longwall system from 2,300V to 4,160V operating voltage as part of a capacity expansion. The existing Type SHD-GC trailing cables rated for 2kV/2,300V service could not be reused on the new circuit.
The mine's electrical team specified Type SHD-GC 5kV cables sized for the new current requirements at the expanded face length. Factory-installed pothead assemblies on both ends of each cable reduced field installation time and eliminated the risk of improper field terminations — a significant concern given that improperly terminated high-voltage connections in a coal mine environment can result in tracking faults and potential ignition hazards.
The upgrade was completed during a scheduled maintenance window with no unplanned downtime, and the operation achieved the target production tonnage in the first week of operation at the new voltage level.
Case Study 3: Type MP-GC (3/C, EP/CPE, 15kV, 350 kcmil) — Underground Block Cave Power Feeder in a Western Copper Mine
An open-pit copper operation in the western United States was developing a new underground block cave section. The underground section required a 15kV power distribution system to supply section transformers approximately 1,200 meters from the main haulage drift.
The project specified Type MP-GC 3/C 15kV EP/CPE feeder cables in 350 kcmil power conductors, with factory-installed stress cone assemblies at each splice point. Given the vertical shaft component of the installation, cables were installed using messenger wire support systems to prevent gravity-induced mechanical stress on the conductors.
The feeders were commissioned without incident and operated reliably through the first two years of block cave production, demonstrating the importance of matching cable insulation level, jacket type, and installation method to the specific mine geometry and environmental conditions.
Why High-Quality Underground Mining Cables Matter
The direct cost of a mining cable — per foot of conductor — is a small fraction of the true cost of cable ownership. The real economics are driven by cable service life, replacement frequency, installation labor, production downtime during cable changes, and the safety consequences of cable failures.
A cable that costs 20% more but lasts three times as long delivers dramatically lower cost per ton of production. For a mine producing 5,000 tons per day, even a single unplanned production halt for emergency cable replacement typically costs more than the price difference between a premium cable and a budget alternative.
Beyond economics, cable performance directly affects personnel safety. Ground faults, insulation failures, and damaged ground-check conductors can expose personnel to electrical shock hazards. In underground coal mines, electrical arcing can also represent an ignition risk for methane or coal dust.
Investments in cable quality, proper selection, correct installation practices, and ongoing field support consistently deliver the lowest long-term cable cost per ton while maintaining the safety standards that protect underground workers.
Frequently Asked Questions (FAQ)
What is the difference between Type W, Type G, and Type G-GC mining cables?
Type W cables (2kV) have power conductors only, with no dedicated grounding conductors — suitable for applications where grounding is handled by other means. Type G cables (2kV) add a separate grounding conductor to provide a dedicated low-impedance ground path for equipment frames. Type G-GC cables (2kV) add both a grounding conductor and a ground-check conductor, enabling continuous electronic monitoring of ground circuit integrity while the equipment operates. G-GC is the standard specification for most underground coal mining equipment.
What voltage rating do I need — 2kV, 5kV, 15kV, or higher?
The voltage rating must equal or exceed the maximum operating voltage of the circuit. A continuous miner operating on a 995V or 1,800V circuit uses a 2kV-rated cable. A longwall shearer at 4,160V requires a 5kV-rated cable. Mine power distribution systems may require Type MP-GC feeder cables at 8kV, 15kV, 25kV, or 35kV depending on the substation configuration and distribution distance. Always select a cable rated at or above the maximum circuit voltage.
What is a ground-check conductor in a mining cable and why is it important?
A ground-check conductor (sometimes called a pilot wire) is a small insulated conductor — typically 10 AWG to 16 AWG — that runs alongside the main power and ground conductors in a mining cable. It is connected to a ground-check relay system that continuously monitors the integrity of the main grounding circuit. If the main ground conductor is broken or damaged, the relay detects the loss of continuity and automatically disconnects power to the equipment, protecting workers from electric shock from a fault on an ungrounded machine frame.
What is the difference between CPE and TPU cable jackets for underground mining?
Both CPE (Chlorinated Polyethylene) and TPU (Thermoplastic Polyurethane) are premium jacket materials used in underground mining cables. CPE is a thermoset material offering excellent all-around resistance to abrasion, moisture, oils, and flame. It is the standard choice for most mining applications and is available in six colors. TPU is a thermoplastic material offering five times more abrasion resistance and twice the tear resistance of CPE at approximately 8% less jacket weight — the preferred choice in extremely abrasive conditions such as hard rock mines. TPU is available in solid colors only.
Can Type G-GC Round (2kV) or Type SHD-GC (5kV) cables be used in wet conditions?
Yes. Round trailing cables such as Type G-GC Round (2kV, CPE or TPU jacket) and Type SHD-GC (2kV and 5kV, CPE jacket) are specifically rated for shallow water submersion, reflecting the reality that mine floors frequently accumulate water. Type MP-GC mine power feeder cables (5kV–35kV, EP/CPE and XLP/PVC jacket) are designed for direct burial in wet and dry locations. Any cable showing jacket damage should be removed from service immediately regardless of its water resistance rating.
What is a longwall cable — Type SHD-PCG or SHD-CGC — and how is it different from a Type SHD-GC trailing cable?
Longwall cables (Type SHD-PCG and SHD-CGC, 2kV and 5kV) integrate multiple functional elements in a single cable: three shielded power conductors, three unshielded control conductors pre-jacketed as a group, a central ground conductor, and in the case of SHD-CGC, a ground-check conductor. A Type SHD-GC trailing cable (2kV or 5kV) carries only shielded power conductors, ground wires, and a ground-check conductor — it has no integrated control conductor group. Longwall cables are purpose-built for the unique power-and-control requirements of shearer systems.
How do I apply ampacity correction factors for mining cables wound on a reel?
Cables wound on a reel during operation cannot dissipate heat effectively and must be derated using the following multiplying factors per ICEA S-75-381/NEMA WC-58: 0.85 for one layer on the reel, 0.65 for two layers, 0.45 for three layers, and 0.35 for four layers. Additionally, correct for ambient temperature: multiply by 1.26 at 10°C, 1.18 at 20°C, 1.10 at 30°C, 1.00 at 40°C (baseline), and 0.90 at 50°C. Always apply both corrections when cables are operated partially wound on a reel at elevated ambient temperatures.
What is the difference between Type MP-GC EP/CPE and XLP/PVC jacket variants (5kV–35kV)?
Both variants of the Type MP-GC feeder cable series share the same basic design — copper conductors, semi-conducting strand shield, copper tape insulation shielding with phase identification, and ground/ground-check conductors. The EP/CPE variant uses 90°C EPR insulation with a mold-cured CPE outer jacket, offering excellent flexibility and moisture resistance for direct burial and open-air installations. The XLP/PVC variant uses cross-linked polyethylene (XLPE) or EPR insulation with a PVC jacket, which can offer advantages in conduit or duct installations. Both meet ICEA S-75-381/NEMA WC-58 standards up to 25kV and CSA C22.2 #96.1 requirements.
How often should underground mining cables be inspected?
Industry best practices call for visual inspections of trailing cables before each operating shift, with cables removed from service if jacket damage, exposed conductors, damaged connectors, or other defects are observed. More comprehensive periodic inspections — including insulation resistance (megohm) testing and ground-check circuit testing — should be performed on a scheduled basis determined by environment severity and cable age. High-abrasion environments may warrant daily inspection. A formal cable management program tracking service life, damage history, and inspection results is the most effective way to optimize cable reliability and safety.
Conclusion
Underground mining cables are not commodities — they are engineered safety systems that directly affect mine productivity, equipment reliability, and worker protection. Understanding the differences between flat trailing cables (Type W, G, G-GC, SHD Flat, 600V–2kV), round trailing cables (Type W, G-GC, SHD-GC Round, 2kV–5kV), longwall cables (Type SHD-PCG & SHD-CGC, 2kV & 5kV), and mine power feeder cables (Type MP-GC, 5kV–35kV, EP/CPE and XLP/PVC) allows mining professionals to make cable selection decisions that deliver genuine value.
The right cable — matched to the specific equipment, voltage, movement characteristics, and environmental conditions of each application — consistently delivers lower cost per ton, longer service life, and improved safety outcomes compared to generic or lowest-price selection approaches.
For application-specific recommendations, conductor sizing guidance, or to discuss the specific conditions in your operation, consulting with a mining cable specialist before purchase is always the most cost-effective approach.
This guide references technical specifications and applications consistent with ICEA S-75-381/NEMA WC-58 and CSA C22.2 #96 standards. Always verify current specifications with the cable manufacturer for your specific application.
Port crane cables | Mining cables | Reeling cables | Trailing cables | Festoon cables | Heavy-duty power cables | Medium voltage cables | Offshore crane cables | Underground mining cables | Dragline cables | Shearer cables | Container handling cables | STS crane cables | RTG cables | Mobile equipment cables | Armored cables | Flexible power cables | VFD cables | Submersible cables | Cold resistant cables | Abrasion resistant cables | Flame retardant cables | Marine environment cables | Opencast mining | Underground operations
© 2006 All rights reserved.
[INDUSTRIAL_CABLES]
INDUSTRIAL GRADE CABLE SYSTEMS | PORT & MINING SOLUTIONS
TEL: +86 153 7530 2641 |MAIL: hongjing.Wang@feichuncables.com