
What is the (N)12YRDC11Y-J/O Crane Cable?
The (N)12YRDC11Y-J/O cable is a halogen-free, screened power and control cable rated 0.6/1 kV, specifically designed for dynamic applications with very high mechanical stress.
hongjing.Wang@Feichun
3/6/202614 min read

Introduction
Modern industrial automation and material handling systems place extraordinary demands on electrical cables. In crane systems, conveyor facilities, and moving machinery, cables are not passive components — they are dynamic, load-bearing elements subjected to relentless mechanical abuse, aggressive chemical environments, and extreme temperatures simultaneously. A cable that fails in these conditions does not merely cause an electrical fault; it halts production, endangers personnel, and triggers costly unplanned downtime.
The challenges facing crane cables in real-world deployment are multidimensional. Frequent bending cycles fatigue conductors and insulation materials over time. Tensile stress during festoon travel or drag chain movement stretches cable cores beyond what standard flexible cables can tolerate. Mechanical impact from debris, trolley contact points, or cable tray edges degrades the outer sheath. Meanwhile, oils, coolants, UV radiation, salt-laden marine air, and temperature extremes attack the cable chemistry from the outside in.
Halogen-free screened power and control cables have emerged as the preferred solution in crane, port, and heavy industry applications precisely because they address all of these failure modes simultaneously — combining mechanical resilience, chemical resistance, electromagnetic shielding, and fire safety into a single, engineered cable system. The (N)12YRDC11Y-J/O flexible crane cable represents this engineering philosophy applied to the most demanding dynamic cable applications in industrial use today.
What is the (N)12YRDC11Y-J/O Crane Cable?
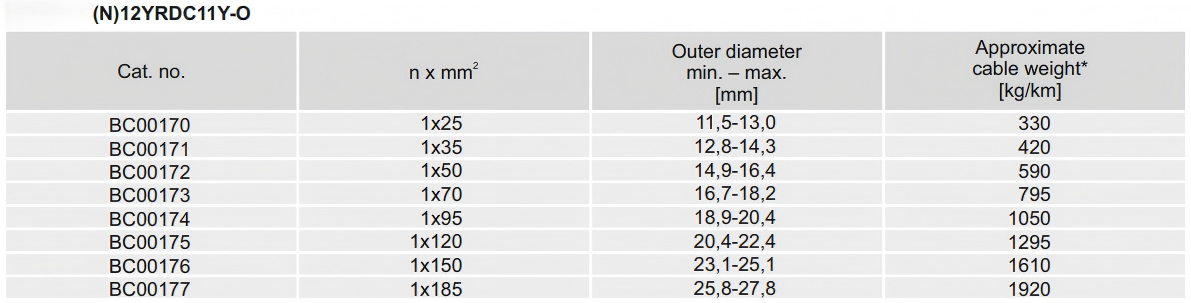
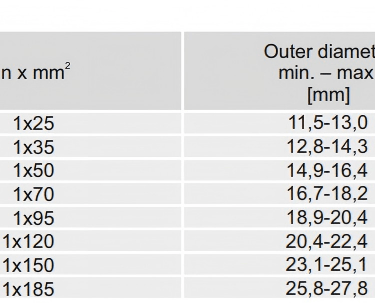
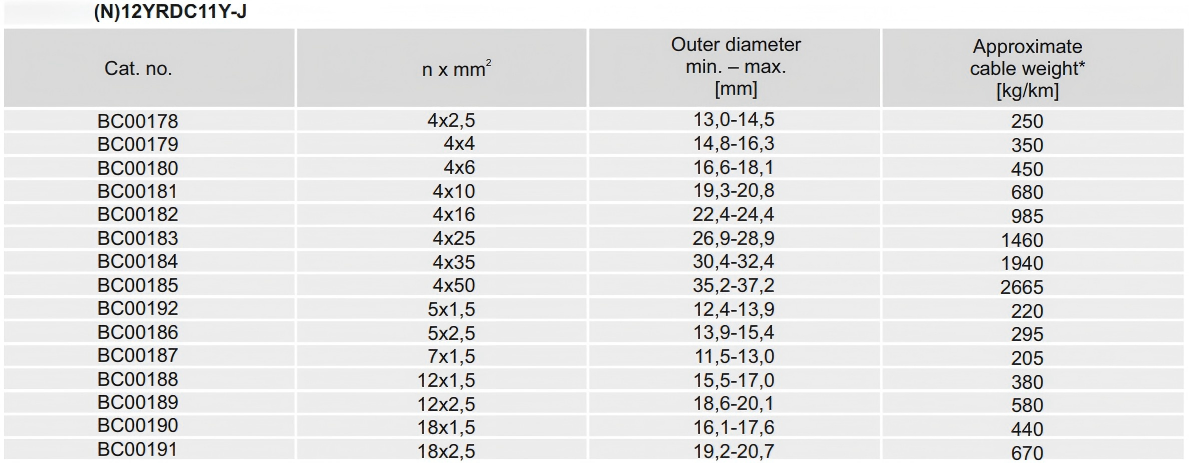
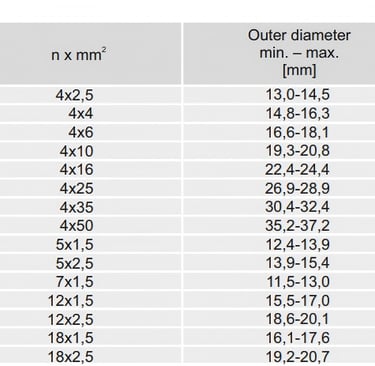
The (N)12YRDC11Y-J/O is a halogen-free, screened power and control cable rated at 0.6/1 kV, purpose-engineered for dynamic applications operating under very high mechanical stress. It is not a general-purpose flexible cable adapted for crane use — it is designed from the conductor outward for the specific physical and chemical conditions encountered in festoon systems, trolley power supply systems, and drag chain installations on moving machine components.
At its electrical core, the cable operates at a rated voltage of 0.6/1 kV, with maximum permissible operating voltages of 0.7/1.2 kV in AC systems and 0.9/1.8 kV in DC systems. The AC test voltage is 2.5 kV, providing a substantial safety margin above operating conditions. Maximum conductor temperature is rated at 90°C under continuous operation, with a short-circuit temperature tolerance of 250°C — a critical parameter when fault conditions must not trigger immediate cable destruction.
The conductor is finely stranded bare copper wire constructed to Class 5 flexibility per IEC 60228, which is the highest standard flexibility class for industrial cables. Fine stranding distributes bending stress across hundreds of individual wire filaments rather than concentrating it in a small number of solid wires, dramatically extending fatigue life under repeated flexing. The insulation system is based on thermoplastic elastomer with a polyester base, providing resistance to mechanical fatigue and elevated temperatures without the brittleness associated with standard PVC insulation. The outer sheath is a halogen-free PUR compound, black, with matt finish and inkjet marking capability — a material selection with deep implications for environmental resistance, as explored in later sections.
Electromagnetic shielding is provided by a tinned copper wire braid with approximately 85% coverage. This level of shielding is sufficient for effective EMC protection in industrial environments while maintaining the cable's overall flexibility — a tighter braid or higher coverage would begin to compromise the cable's bending performance.
Key Mechanical Characteristics for Dynamic Cable Applications
The mechanical architecture of this cable is designed around one central reality: the cable will flex, repeatedly, throughout its service life, while simultaneously carrying electrical load and resisting environmental attack. Every mechanical specification flows from this operational reality.
The maximum tensile load per conductor is rated at 15 N/mm², a specification that enables deployment in cable reel systems and long-span festoon installations where gravity and cable mass generate significant longitudinal tension. The central supporting element — aramid yarn stranded at the core of the cable — absorbs a significant portion of this tensile load, protecting the copper conductors from elongation-induced resistance increases and eventual fatigue fracture. Aramid fibers have a tensile strength roughly five times greater than steel by weight, making them the material of choice for load-bearing cable cores in weight-sensitive dynamic applications.
Bending radius specifications define the minimum curvature the cable can sustain without structural damage. For fixed installation, the minimum bending radius is 6 times the outer cable diameter. For free-moving flexible operation — the condition relevant to festoon systems, trolley cables, and drag chains — the minimum bending radius is 7.5 times the outer diameter. These values are determined by the interaction between conductor strand diameter, insulation wall thickness, and sheath modulus. Exceeding the minimum bending radius does not cause immediate failure; it causes progressive fatigue at the outer fiber of each bend, accumulating damage over thousands of cycles until conductor wires begin to fracture. Cable systems operating within their specified bending radius will achieve service lives measured in millions of flexing cycles.
The core arrangement — cores stranded in layers around the central aramid support element — distributes bending loads uniformly across all conductors, preventing individual cores from experiencing differential strain as the cable curves. This geometry is fundamental to the cable's suitability for festoon cable systems, where the cable hangs in a catenary between trolleys and experiences combined bending and tension at every support point.

Cable Construction and Design Features
Understanding the layered construction of this cable reveals why it performs reliably where simpler cables fail.
The fine-stranded Class 5 copper conductor achieves its flexibility through wire diameter reduction. Where a standard Class 2 stranded conductor might use relatively large individual wires, a Class 5 conductor uses significantly finer wires, packed in a more complex stranding geometry. The result is a conductor that distributes bending-induced strain across a far larger number of individual wire cross-sections, with each wire experiencing proportionally less stress per bending cycle. The conductors are also bare copper rather than tinned — bare copper offers marginally better conductivity and is the appropriate choice when the cable terminations will be made in a controlled, dry environment rather than a highly corrosive one.
The TPE insulation surrounding each conductor provides a combination of properties that conventional PVC insulation cannot match: flexibility across a wide temperature range, resistance to mechanical fatigue, and chemical compatibility with the PUR sheath compound. Polyester-based TPE retains its elastic properties at low temperatures where PVC would harden and crack, and it does not plasticizer-migrate over time — a failure mode in PVC insulation where plasticizer molecules diffuse out of the compound, leaving the insulation brittle and prone to cracking under bending stress.
The inner sheath, present in cables with 2 to 5 cores, provides a smooth, uniform inner surface against which the copper braid screen can be applied without mechanical damage to the insulated cores during flexing. The halogen-free PUR inner sheath compound has similar tribological properties to the outer sheath, allowing the shield to move slightly relative to the core bundle during bending without generating abrasive wear.
The tinned copper braid screen serves dual functions. Electrically, it provides the 85% coverage necessary for effective electromagnetic interference suppression, protecting sensitive control signals from industrial noise sources — variable frequency drives, contactor switching transients, and radio-frequency interference from nearby equipment. Mechanically, the braid weave geometry allows the screen to elongate and contract as the cable bends, without the wire fracture that would occur in a non-woven foil screen under dynamic conditions. Tinning the braid wires provides corrosion protection at the braid contact points, preventing galvanic oxidation from degrading shield continuity over the cable's service life.
The halogen-free PUR outer sheath is the cable's primary defense against its external environment. Polyurethane elastomers are thermoset or thermoplastic polymer networks with urethane linkages connecting flexible polymer chain segments. The specific formulation used in crane cable sheaths is engineered for abrasion resistance, hydrolysis stability, and chemical resistance while maintaining the elasticity needed for flexible cable applications. The halogen-free designation means the compound contains no chlorine, fluorine, bromine, or iodine — eliminating the generation of hydrogen chloride and other toxic halogen acid gases in fire conditions.
Environmental and Chemical Resistance
Oil Resistance
Industrial crane environments are rarely clean. Hydraulic systems, gearboxes, chain lubrication, and metalworking coolants create a permanent coating of various petroleum-derived and synthetic oils on cables routed through machinery. The (N)12YRDC11Y-J/O cable's resistance to oil is validated according to DIN EN/IEC 60811-404, which subjects cable sheath samples to immersion in standard reference oils at elevated temperatures, then measures the change in tensile strength and elongation at break.
The material science behind PUR's oil resistance lies in the polarity of the urethane linkage. Petroleum oils are nonpolar hydrocarbons — they dissolve nonpolar polymers readily. The strong intermolecular hydrogen bonding in polyurethane networks creates a polar matrix that resists penetration by nonpolar oil molecules. Synthetic esters and phosphate esters used in some hydraulic fluids are more aggressive, but the specific PUR formulations used in industrial crane cable sheaths are selected for resistance to the full range of oils encountered in heavy industry. Cables that lack oil resistance absorb oils into the sheath matrix, causing swelling, loss of mechanical strength, and eventual cracking at bending points — failure modes that develop slowly but accelerate dramatically once sheath integrity is compromised.
UV and Ozone Resistance
Outdoor crane installations — port gantry cranes, yard cranes, ship-to-shore equipment — expose cables to continuous solar ultraviolet radiation. UV photons carry sufficient energy to break the carbon-carbon and carbon-hydrogen bonds in polymer backbones, initiating a chain reaction of oxidative degradation that causes chalking, surface cracking, and embrittlement. The (N)12YRDC11Y-J/O outer sheath is formulated for UV resistance, with carbon black pigmentation providing a primary UV screening mechanism — carbon black absorbs UV radiation across all relevant wavelengths, preventing photon penetration into the bulk polymer. The matt black surface finish also dissipates heat from solar loading more uniformly than a glossy surface, reducing localized thermal degradation.
Ozone attack on elastomers is a distinct and particularly rapid degradation mechanism. Ozone molecules react preferentially with carbon double bonds in unsaturated polymer chains, cleaving the chain at these points. The PUR sheath chemistry is selected to minimize unsaturated bonds in the main polymer chain, giving the cable its unrestricted outdoor ozone resistance rating. Cables based on chloroprene rubber or general-purpose synthetic rubbers with high unsaturation are significantly more vulnerable to ozone cracking, particularly where cables are bent over sheaves or rollers — a condition that places the outer fiber of the bend in tensile stress and makes it far more susceptible to ozone-initiated crack propagation.
Salt Spray and Marine Environment Resistance
Port and marine crane environments present one of the most aggressive chemical exposure conditions in industrial cabling. Salt spray — airborne saline mist generated by wave action, deck washing, and condensation — penetrates cable management systems, coats cable surfaces, and wicks into any damaged or poorly sealed area of the cable structure. Chloride ions are aggressive corrosives: they penetrate passive oxide layers on metals, and saline moisture dramatically accelerates galvanic corrosion.
The cable's resistance to marine environments comes from several design features working together. The PUR outer sheath is inherently resistant to saline moisture — polyurethane does not hydrolyze significantly in seawater at ambient temperatures, maintaining its mechanical properties over long periods of marine exposure. The tinned copper braid screen resists corrosion more effectively than bare copper in saline conditions — the tin coating provides sacrificial protection at braid wire contact points, preventing chloride attack from progressively opening the braid weave and degrading both shield coverage and mechanical integrity. The halogen-free PUR inner sheath similarly resists moisture penetration, protecting the insulated cores from the effects of any moisture that might enter through cable termination points.
For applications requiring permanent water immersion, the cable is rated for continuous submersion at depths up to 50 meters in non-drinking water, per the AD8 classification. This rating covers port drainage channels, dock flooding conditions, and subsea cable routing in harbor environments — scenarios that would rapidly destroy cables without the specific sheath chemistry and construction integrity required for water exclusion at hydrostatic pressure.
Humidity and Tropical Environment Resistance
High-humidity tropical operating environments present cable materials with a combination of elevated temperature, continuous moisture exposure, and biological activity that is uniquely destructive. The combination of heat and moisture — hygrothermal stress — drives polymer hydrolysis in ester-based materials, progressive loss of plasticizer in PVC compounds, and oxidative degradation at elevated temperature. The PUR sheath formulation is selected for hydrolysis stability — the urethane linkages must resist hydrolytic cleavage in hot, humid conditions, and the specific polyol chemistry used in the sheath compound determines this performance. Ether-based polyurethanes typically offer better hydrolysis resistance than ester-based formulations, and industrial crane cable sheaths are formulated accordingly.
The cable's resistance to moisture is also supported by the overall cable construction — the tight braid coverage and the continuous halogen-free PUR sheath system minimize water penetration pathways along the cable length, while the thermoplastic elastomer insulation on individual cores maintains its dielectric properties even at elevated moisture absorption levels.
Temperature Performance in Extreme Conditions
The cable supports a remarkably wide operating temperature range. For fixed installation, the ambient temperature range extends from −50°C to +90°C. For flexible dynamic operation, the range is −40°C to +90°C — the slightly reduced low-temperature limit for flexible operation reflecting the practical constraints of elastomer flexibility at extreme cold.
These temperature parameters matter enormously across the range of industrial environments where crane cables operate. Cold storage and refrigerated warehouse overhead crane systems expose cables to sustained temperatures well below −20°C, where standard PVC-insulated cables become rigid and lose their flexibility entirely, cracking under the bending loads of normal operation. Mining crane systems in open-cut operations in continental climates see similar cold extremes in winter. At the other end of the scale, steel mill crane applications, foundry overhead hoists, and outdoor port cranes in tropical climates combine solar loading, radiant heat from hot loads, and elevated ambient temperatures that push cables toward their upper thermal limits.
The material science of low-temperature flexibility is fundamentally about the glass transition temperature of the polymer materials in the cable. Below the glass transition temperature, polymer chains lose their thermal energy to adopt low-energy conformations and the material transitions from a rubbery, elastic state to a glassy, brittle state. TPE insulation and PUR sheath compounds are formulated with glass transition temperatures well below −40°C, ensuring that the cable retains its elastic behavior — and thus its resistance to cracking under bending load — throughout the specified operating range.
At the upper temperature limit, the 90°C conductor temperature rating is determined by the long-term thermal stability of the insulation material. At elevated temperatures, polymer degradation reactions accelerate exponentially according to Arrhenius kinetics — every 10°C increase approximately doubles the rate of thermal degradation. The 90°C rating represents the temperature at which the insulation system will maintain its electrical and mechanical properties over a standard service life without unacceptable degradation.
Marine and Port Environment Challenges
Port and harbor crane systems represent arguably the most demanding cable application environment in industrial use. The combination of mechanical demands — long festoon spans, high cycle rates in container handling, heavy trolley cables on ship-to-shore cranes — with the marine chemical environment creates a set of simultaneous stresses that only purpose-engineered crane cables can reliably withstand.
Ship-to-shore cranes and rubber-tyred gantry cranes in container terminals operate through hundreds of container lift cycles per day, with cable festoon systems completing the same number of travel cycles. Over a 20-year service life, festoon cables on high-activity container cranes accumulate millions of bending cycles. Salt spray permeates the cable festoon from all directions. Seabird activity adds biological contaminants. Deck washing with pressure equipment floods cable ways with saline water. In tropical port environments, sustained high humidity and temperature add hygrothermal stress to the mechanical loading.
Mobile harbor cranes and shipyard gantry cranes add the challenge of cable reels — where the cable is wound onto a drum under tension during crane travel and unwound during operation, creating combined bending and tension loading on the cable at the drum tangent point. The 15 N/mm² tensile rating per conductor and the Class 5 fine stranding are both critical for cable reel survival, as the outer conductors of a multi-core cable on a drum experience significant tensile elongation as they travel around the drum radius.
The halogen-free fire performance characteristics of this cable are particularly relevant in port environments. Container terminals handle a vast range of cargo including flammable and hazardous materials. An electrical fault causing cable combustion in a standard halogenated cable generates corrosive hydrogen halide gases — hydrogen chloride from PVC, for example — that cause secondary damage to electrical equipment throughout a crane system far beyond the immediate fire location. Halogen-free combustion products, consisting primarily of carbon dioxide and water vapor, are far less damaging to equipment and less toxic to personnel who may be evacuating or responding to the incident.
Why Halogen-Free PUR Crane Cables Are Preferred in Modern Industry
The shift toward halogen-free PUR crane cables across modern industrial facilities is driven by a convergence of safety regulation, operational economics, and materials science advancement.
From a safety perspective, halogen-free cables produce significantly lower volumes of toxic and corrosive gases in fire conditions. This is not merely a regulatory compliance matter — in confined crane cab environments, in enclosed factory buildings, or in port facilities with limited ventilation, the difference between halogenated and halogen-free combustion products can determine whether personnel can safely evacuate and whether the facility's electrical systems survive a localized fire event with recoverable damage.
From a mechanical performance standpoint, PUR outperforms PVC in every parameter relevant to dynamic cable applications. PUR's abrasion resistance — typically five to ten times better than standard PVC — translates directly into extended service life in drag chain systems and festoon installations where cable surfaces make continuous contact with guide elements. PUR's retention of flexibility at low temperatures eliminates the seasonal failure pattern seen with PVC crane cables in cold climates, where cable cracking and conductor exposure during winter months creates both safety hazards and maintenance burdens. PUR's resistance to oils, chemicals, and UV means that the same cable formulation is suitable across the full range of industrial environments without requiring specialized variants for different exposure conditions.
The long-term economics of halogen-free PUR crane cables favor their higher initial cost over standard alternatives. Cable replacement in a crane system requires the crane to be taken out of service, the festoon or drag chain to be de-populated and re-strung, and electrical terminations to be remade throughout the system — a labor-intensive process that typically costs several times the material cost of the cable itself. Extended cable service life from PUR's superior mechanical and chemical resistance directly reduces the frequency of these maintenance interventions, making the total cost of ownership lower over a 15 to 20-year facility operating horizon.
Selection Considerations for Crane and Moving Equipment Cables
Selecting the appropriate crane cable requires systematic evaluation of the specific mechanical, electrical, and environmental conditions of the installation.
Mechanical load assessment must address both the tensile forces in the cable system and the bending cycle frequency and radius. Long festoon spans with heavy multi-core cables generate substantial tensile loads that must be verified against the cable's tensile rating. High-speed crane trolleys with short festoon loops generate higher bending cycle rates and tighter effective bending radii than slow-moving, long-span installations.
EMC shielding requirements depend on the electrical equipment in the crane system. Variable frequency drive-controlled cranes generate significant conducted and radiated interference, making the 85% coverage tinned copper braid screen a functional necessity rather than a precaution — unshielded cables in VFD crane systems will experience interference-induced control system faults. The shield must be correctly terminated at both ends or at one end depending on the grounding topology of the crane electrical system to realize its full protective benefit.
Environmental exposure assessment should document not merely the primary environment but the range of conditions the cable will encounter across its service life — including commissioning-phase conditions, maintenance procedures that may expose cables to solvents or cleaning agents, and extreme weather events. Cables selected for the median environmental condition may fail prematurely when exposed to infrequent but severe conditions.
Installation method — whether festoon, trolley, drag chain, or cable reel — determines the mechanical duty cycle and the specific stress modes the cable must survive. Each installation type generates a distinct combination of bending, tension, torsion, and compression loading on the cable, and the cable selection must be verified against the specific mechanical parameters of the intended installation.
Conclusion
The (N)12YRDC11Y-J/O halogen-free crane cable is an engineered solution to one of industrial cabling's most demanding problems: delivering reliable electrical power and control in dynamic, mechanically severe, chemically aggressive environments over service lives measured in decades.
Its layered construction — from the fine-stranded Class 5 copper conductors through the polyester-based TPE insulation, aramid central support element, halogen-free PUR inner sheath, tinned copper braid screen, and halogen-free PUR outer sheath — addresses each failure mode that dynamic industrial environments impose on cables. Oil resistance, UV resistance, salt spray resistance, hydrothermal stability, and wide-range temperature performance are not independent features but integrated outcomes of the material selection and construction geometry working together.
In marine and port environments, where mechanical demands and chemical aggression reach their combined peak, the cable's performance characteristics make it uniquely suited to the long-span, high-cycle festoon systems and cable reel installations that characterize modern container handling and shipyard operations. In cold storage, mining, steel mill, and outdoor industrial applications, the cable's thermal range and flexibility retention provide reliability where standard cables fail seasonally or progressively.
For engineers specifying cables in crane systems, conveyor facilities, and moving machinery operating in harsh industrial conditions, the combination of mechanical durability, comprehensive environmental resistance, EMC shielding, and halogen-free fire safety makes this cable type the technically correct choice — and the one most likely to deliver the service life that modern industrial operations demand.
Port crane cables | Mining cables | Reeling cables | Trailing cables | Festoon cables | Heavy-duty power cables | Medium voltage cables | Offshore crane cables | Underground mining cables | Dragline cables | Shearer cables | Container handling cables | STS crane cables | RTG cables | Mobile equipment cables | Armored cables | Flexible power cables | VFD cables | Submersible cables | Cold resistant cables | Abrasion resistant cables | Flame retardant cables | Marine environment cables | Opencast mining | Underground operations
© 2006 All rights reserved.
[INDUSTRIAL_CABLES]
INDUSTRIAL GRADE CABLE SYSTEMS | PORT & MINING SOLUTIONS
TEL: +86 153 7530 2641 |MAIL: hongjing.Wang@feichuncables.com