
What Is TYPE SHD-CGC 3/C 5000V Cable? Construction, Applications, and Selection Guide for Heavy-Duty Mining Equipment
Discover TYPE SHD-CGC 3/C 5000V portable power cable, including its construction, shielding design, and key applications in longwall miners and mobile equipment. Learn how to select the right high-voltage mining cable for harsh environments.
hongjing.Wang@Feichun
4/16/202619 min read
Featured Snippet: Quick Answer
The TYPE SHD-CGC 3/C 5000V cable is a heavy-duty, shielded portable power cable specifically engineered for high-voltage underground mining operations. With three power conductors, ground wires, and a ground check conductor, this cable delivers reliable power to longwall shearers, continuous miners, and mobile equipment in circuits not exceeding 5,000 volts. Its reinforced mold-cured chlorinated polyethylene jacket provides exceptional resistance to abrasion, moisture, and mechanical stress, making it ideal for the harsh conditions found in deep underground mines.
Introduction: Understanding High-Voltage Mining Cables
Underground mining operations demand equipment that can withstand extreme conditions while maintaining electrical safety and operational reliability. The TYPE SHD-CGC 3/C 5000V cable represents a critical component in this ecosystem, designed specifically for applications where standard 2,000-volt cables reach their limits.
The "SHD" designation refers to Shielded Hard-usage Duty, indicating this cable is built for the toughest mining applications. The "CGC" component stands for Compact Ground Check, meaning the cable includes a dedicated conductor for continuously monitoring ground circuit integrity—a crucial safety feature in underground mining where electrical faults can be catastrophic.
Why 5000V Matters in Modern Mining
As mining operations dig deeper and expand horizontally, power distribution systems require higher voltages to efficiently deliver energy across greater distances. The 5000-volt rating of the SHD-CGC cable addresses this need, allowing mining operators to reduce current loads and associated heat generation while maintaining the same power output.
Where Is TYPE SHD-CGC Cable Used?
Longwall Mining Systems
Longwall mines represent some of the most technologically advanced underground operations globally. In these systems, the shearer—a massive cutting machine that can weigh over 300 tons—travels along a hydraulic-powered support structure called a powered roof support. The SHD-CGC cable supplies power to these shearers, which operate continuously for shifts lasting eight hours or more.
The cable's 5000-volt rating is essential in longwall operations because the shearer operates at significant distances from the main power center. Using lower-voltage cables would require extremely thick conductors, making the cable impractical for the frequent coiling and uncoiling that occurs as the shearer advances.
Continuous Miners and Room-and-Pillar Operations
In room-and-pillar mines, continuous miners are the workhorse equipment. These machines simultaneously cut, load, and transport coal or minerals, operating in confined spaces where flexibility is paramount. The SHD-CGC cable's superior bending characteristics allow operators to navigate the machine's cable drums without excessive stress or damage.
Conveyor Systems and Material Handling
Beyond primary mining equipment, the SHD-CGC cable powers conveyor belts that can stretch hundreds of meters underground. These conveyors transport extracted material to surface facilities, and the high-voltage rating allows for efficient power delivery across these extended distances.
Pumps and Auxiliary Equipment
Water management is critical in underground mines. Massive dewatering pumps operate continuously to prevent flooding, and the SHD-CGC cable is frequently employed in these applications. Similarly, ventilation fans, compressors, and other auxiliary systems rely on high-voltage power delivery to function reliably.
Key Features of TYPE SHD-CGC 5000V Cable
High Voltage Capacity and Electrical Safety
Operating at 5,000 volts, this cable bridges the gap between standard industrial applications and ultra-high-voltage specialized systems. The cable's insulation system is engineered to contain electrical stress at this voltage level without premature breakdown or degradation.
The voltage rating also implies specific safety margins. When a cable is rated for 5,000 volts, it has been tested and certified to operate safely at that level with appropriate safety factors built in—typically maintaining performance even when exposed to transient voltage spikes that can occur during equipment switching or electrical faults.
Exceptional Flexibility for Trailing Applications
Unlike fixed wiring in buildings or power plants, mining cables are constantly moved, coiled, stored, and redeployed. The SHD-CGC cable features flexible tinned copper conductors arranged in a specific pattern that allows the cable to bend repeatedly without the insulation cracking or the conductors breaking.
Real-world testing shows that properly installed SHD-CGC cables can withstand thousands of bend cycles before showing signs of fatigue, a critical factor when a single continuous miner might move its cable reel hundreds of times per month.
Mechanical Stress and Abrasion Resistance
The mining environment is inherently hostile to cables. Sharp rocks, heavy equipment wheels, and rough surfaces constantly threaten cable integrity. The SHD-CGC's multilayer jacket design provides protection through:
An inner reinforcement layer that distributes mechanical stress
A thick mold-cured chlorinated polyethylene outer jacket that resists cutting and abrasion
Integral filling of the cable core that reduces internal stress concentration
Thermal Performance
Mining equipment operates in confined spaces with limited ventilation. The SHD-CGC cable is rated for continuous operation at conductor temperatures up to 90°C (194°F), which is significantly higher than standard industrial cables. This higher temperature rating accommodates both the ambient heat of underground operations and the resistive heating caused by electrical current flow.
Enhanced Safety Through Redundant Grounding
The cable features not one but three ground protection systems: conventional ground wires, a dedicated ground check conductor, and comprehensive shielding. This redundancy ensures that even if one grounding path degrades, others remain functional.
Detailed Construction of TYPE SHD-CGC Cable
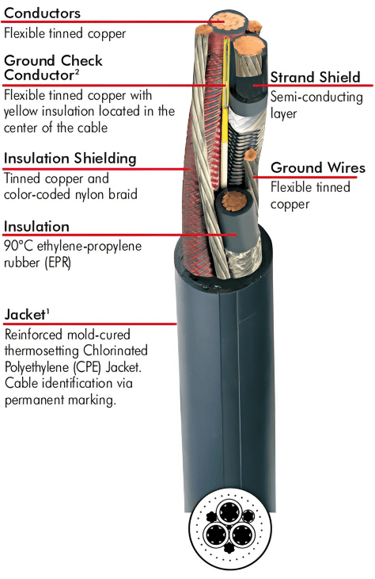
Power Conductors: Flexible Tinned Copper
At the heart of the SHD-CGC cable are three power conductors, each composed of stranded copper wire. The copper is tinned (coated with a thin layer of tin), which serves multiple purposes:
The tinning prevents oxidation in the humid underground environment, maintaining electrical conductivity over the cable's service life. Untinned copper can develop a resistive oxide layer that increases electrical losses and generates heat. In the 5,000-volt service environment, even slight increases in resistance can compound into significant problems across extended cable runs.
The stranding pattern (typically 7x47 or similar configurations) is carefully engineered to provide the optimal balance between flexibility and electrical performance. Finer strands improve flexibility but increase surface area and potential for current redistribution problems.
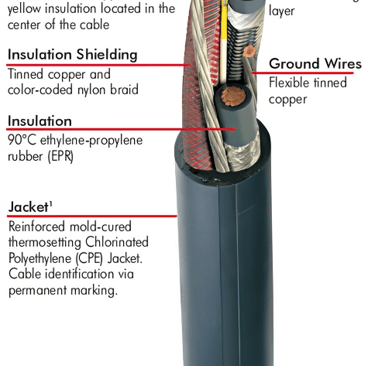
Insulation System: Ethylene-Propylene Rubber (EPR)
The insulation surrounding each conductor is a 90°C-rated ethylene-propylene rubber compound. EPR was selected for this application because it offers:
Superior dielectric strength at 5,000 volts compared to older materials like polyethylene or PVC. The material can withstand the electrical stress without premature breakdown, even in the presence of minor damage like small cuts or abrasions that might penetrate the outer jacket.
Excellent low-temperature flexibility. While conductor temperature can reach 90°C during operation, cables stored in cold mine environments might experience temperatures near freezing. EPR maintains acceptable flexibility across this range.
Resistance to oxidative degradation. Over time, insulation materials can become brittle and crack. EPR resists this aging process better than many alternatives, extending cable service life.
Strand Shield: Managing Electrical Stress
Beneath the shielding system sits a semi-conducting layer called the strand shield. This component serves a specific but critical function: controlling the electrical field inside the cable.
In a 5,000-volt cable, the voltage gradient between the conductor and ground creates an intense electric field. This field would be strongest at the conductor surface, potentially ionizing the insulation material and causing partial discharge—tiny electrical arcs that gradually degrade the insulation from within.
The strand shield is slightly conductive, grading the electrical field so it's stronger in the middle of the insulation and weaker at the edges. This distribution prevents destructive field concentration and ionization.
Insulation Shielding: Electromagnetic Interference Control
Wrapped around the insulation is a tinned copper shield with an outer nylon braid. This shielding serves two primary functions:
It provides a low-resistance return path for ground current, ensuring that any fault current can dissipate safely rather than radiating outward. It also reduces electromagnetic interference that the cable might generate, preventing it from disrupting communication and monitoring equipment in the mine.
In mines with sophisticated ventilation monitoring systems and wireless communications equipment, this shielding becomes especially important, preventing the high-voltage cable from becoming an unintended radio transmitter.
Grounding System: Three Layers of Protection
The cable includes dedicated ground wires running parallel to the three power conductors. These wires are specifically sized and positioned to handle fault currents while remaining mechanically compatible with the cable structure.
In addition to the main ground wires, the cable includes a smaller ground check conductor—typically yellow-insulated wire running through the center of the cable core. This conductor doesn't carry normal operating current; instead, it continuously tests that a complete ground path exists.
Outer Jacket: Mold-Cured Chlorinated Polyethylene (CPE)
The outermost layer is the most visible but equally important. The mold-cured CPE jacket is created through a manufacturing process where the jacket material is both chemically cross-linked (cured) and shaped around the cable in a mold, creating an integral, inseparable bond.
This manufacturing method differs from simple extrusion. The result is a jacket that resists tearing, cracking, and separation even after years of abrasion and flexing. The CPE material itself resists:
Oil and diesel fuel (common in mining operations), maintaining flexibility and integrity even after accidental exposure
Water and moisture, preventing the moisture absorption that would increase electrical losses and potential for fault paths
Ozone generated by electrical equipment, which can degrade rubber and plastic compounds
Compression and crushing damage, with the mold-cured construction allowing for thicker, stronger material choices than thermoplastic alternatives
Why Mold-Cured CPE Jackets Matter in Mining Cables
The Difference Between Mold-Cured and Thermoplastic Jackets
Not all cable jackets are created equal. The mining industry has learned hard lessons about the difference between mold-cured and thermoplastic alternatives.
A thermoplastic jacket is extruded around the cable core in a single continuous pass. This process is faster and less expensive but creates a jacket that can separate from underlying layers if subjected to extreme stress, heat, or moisture. In mining conditions, this separation has led to premature cable failure, with the outer jacket peeling away and exposing the shielding and insulation to direct damage.
Mold-cured jackets are created through a different process where the cable is placed in a mold and a liquid polymer compound is applied around it, then chemically cured in place. This creates an inseparable bond—the jacket becomes chemically integrated with underlying layers rather than merely being held in place by adhesion.
Performance Under Extreme Bending
Mining cables must bend repeatedly around small-diameter sheaves and drums. A typical continuous miner might bend its cable to a radius of less than one meter when spooling or unspooling.
Thermoplastic jackets tend to develop stress cracks at bend points after repeated cycles. These cracks may start as cosmetic damage but gradually propagate inward, eventually exposing conductive shielding to moisture and atmospheric contamination.
Mold-cured CPE jackets, being chemically bonded throughout their structure, flex with the underlying cable rather than against it. The flexibility is more uniform, and stress is distributed across the entire jacket rather than concentrated at bend points.
Longevity in Aggressive Mining Environments
A mining cable is expensive to replace, and replacement involves significant downtime during which the affected equipment cannot operate. A cable costing $50,000 might seem expensive until you consider that a single hour of continuous miner downtime in a major coal operation can cost $30,000 or more in lost production.
Mold-cured CPE cables have demonstrated service lives extending beyond 10 years in some heavy-use applications, compared to 3-5 years for thermoplastic alternatives in similarly demanding conditions. This longer service life justifies the higher initial cost.
TYPE SHD-CGC vs Other Mining Cables
Comparison with G-GC Cables (2000V)
The G-GC cable is similar in construction to the SHD-CGC but rated only for 2,000 volts. The voltage difference is not merely a number—it has practical implications for mining operations.
In a longwall shearer that's 500 meters from the power center, running the same current at 2,000 volts would require conducting larger diameter conductors to prevent excessive voltage drop. A 2/0 AWG conductor at 2,000 volts might need to be upgraded to 250 kcmil at higher currents, making the cable significantly heavier and less flexible.
However, the G-GC cable is entirely adequate for mobile equipment operating relatively close to power distribution points, and its lower cost makes it the economical choice for these applications.
Comparison with SHD-GC Cables (2000V)
The SHD-GC is essentially the 2,000-volt equivalent of the SHD-CGC. Both have shielding and grounding systems, but again, the voltage limitation affects practical applications.
For mines operating primarily at 2,000 volts, the SHD-GC remains the standard choice. Upgrading to SHD-CGC would provide no operational benefit and would increase costs unnecessarily.
When to Choose SHD-CGC
The SHD-CGC becomes the logical choice when mining operations include:
High-voltage equipment specifications (5,000 volts) that cannot be accommodated by lower-voltage cables
Extended cable runs of several hundred meters where voltage drop becomes a design constraint
Equipment that generates significant electromagnetic interference, making the comprehensive shielding essential
Safety-critical applications where the ground check conductor's continuous monitoring provides added assurance
Real-World Case Study: Deep Underground Longwall Operation
The Situation
A major coal mining operation in an established mining region was expanding into deeper seams with reserves estimated at over 500 million tons. The deeper seams required equipment capable of operating in more challenging conditions, including higher pressures and temperatures.
The operator selected a state-of-the-art longwall system designed to extract coal from a seam 700 meters below surface. This depth created several challenges for power distribution. The power center was located 800 meters away horizontally and 700 meters down vertically from the longwall face.
Using the existing 2,000-volt power distribution system would have required multiple massive step-down transformers and extremely large-diameter cables to minimize voltage drop. The equipment manufacturer recommended upgrading the power distribution system to 5,000 volts and specified 5,000-volt rated cables for the shearer.
The Challenge
The operation's existing cable inventory consisted primarily of 2,000-volt SHD-GC cables. Purchasing entirely new cable for a single advanced system seemed wasteful, but attempting to use 2,000-volt cables at 5,000 volts was impossible—the insulation would fail within minutes.
Beyond the voltage mismatch, the operation needed to consider cable performance in their specific environment. Their mines experience high humidity (approaching 95% relative humidity in some areas), significant water ingress from roof leakage, and occasional exposure to methane explosions during safety tests.
The Solution
After evaluating their options, the operation selected 5,000-volt SHD-CGC cables for the new longwall shearer. The decision factors included:
The cables' rated voltage matching the equipment specifications precisely, ensuring no margin erosion due to voltage stress
The ground check conductor providing continuous verification of equipment grounding integrity—a critical safety feature given the mine's history of challenging conditions
The mold-cured CPE jacket providing superior resistance to the high-humidity, water-ingress environment
The comprehensive shielding reducing electromagnetic interference with the shearer's sophisticated load-sensing hydraulic control system
The Results
Over a four-year period, the operation deployed 12 sets of primary cables and numerous secondary cables totaling approximately 85,000 meters of SHD-CGC cable. The performance exceeded expectations:
Cable-related downtime decreased by approximately 40% compared to the previous generation of equipment
Spontaneous electrical faults dropped from an average of 3-4 per year to zero
The ground check system detected a potential ground pathway issue 18 months into operation, alerting maintenance personnel to deteriorating shielding on related equipment—a problem that would have caused a catastrophic failure if undetected
The operation reported that while the initial cost of SHD-CGC cables was approximately 25% higher than 2,000-volt alternatives, the longer service life (cables remained in operation for the full four-year evaluation period with no capacity loss) and reduced downtime provided an overall cost advantage.
Key Lessons
This case study illustrates several important principles:
Matching cable voltage ratings precisely to equipment specifications is a safety imperative, not merely a suggestion
The ground check conductor evolved from a theoretical safety feature to a demonstrably valuable maintenance tool
The comprehensive shielding design of the SHD-CGC cable provided unexpected benefits for equipment with sensitive electronic controls
Investing in appropriate cable quality for demanding applications pays dividends over time through reduced downtime and extended equipment life
How to Select the Right TYPE SHD-CGC Cable
Step 1: Verify Voltage Requirements
Begin by determining the operating voltage of your equipment and power system. This should be clearly specified in equipment documentation. Never assume—verify with equipment manufacturers and electrical engineers.
If your equipment specification is 5,000 volts, you need a 5,000-volt rated cable. Using a 2,000-volt cable would be a serious safety violation. Conversely, using a 5,000-volt cable in a 2,000-volt system would be wasteful and unnecessary.
Step 2: Calculate Current Requirements
Determine the maximum current the cable must carry. This is typically specified as ampacity in equipment documentation. Standard formulas allow you to convert power (in watts or kilowatts) to current (in amperes) if needed:
Current (amps) = Power (watts) / Voltage (volts)
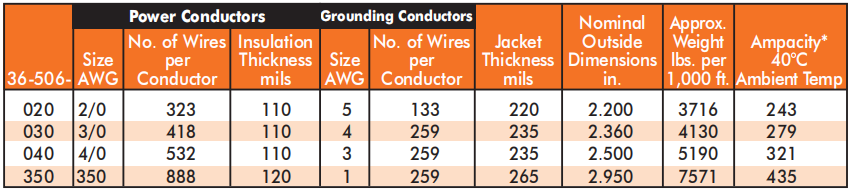
For a 500 kW shearer operating at 5,000 volts, the current would be approximately 100 amps. Armed with this information, you can select an appropriate conductor size. The SHD-CGC cable is available in sizes ranging from 2/0 AWG through 500 kcmil (and larger by special order).
Step 3: Consider Equipment Type and Operating Conditions
Different mining equipment has different cable requirements. A fixed installation like a dewatering pump in a permanent shaft location might use a cable that barely moves after installation. A mobile continuous miner that repositions every few hours requires a cable with exceptional flexibility and abuse resistance.
The SHD-CGC cable excels in mobile equipment applications but is also suitable for semi-permanent installations where occasional repositioning occurs.
Step 4: Evaluate Flexibility and Bending Requirements
Consider the diameter of sheaves and reels on which the cable will be wound. Smaller diameter equipment (less than 1 meter) requires greater flexibility than larger installations. The SHD-CGC cable's design allows for minimum bend radius of approximately 10 times the cable diameter—comparable to standard mining cables and suitable for virtually all mining equipment applications.
Step 5: Assess Environmental Factors
The mining environment imposes specific stresses on cables. Consider:
Moisture exposure: Are cables protected from water spray and dripping water, or will they be constantly wet?
Thermal environment: Will the cable operate in ambient temperatures below freezing, or in warmer underground regions?
Chemical exposure: Are there oils, diesel fuel, or other chemicals in the environment?
Atmospheric conditions: Are there explosive atmospheres requiring flame-resistant cables?
Dust and abrasive materials: Is the cable exposed to sharp rocks and abrasive dust?
The SHD-CGC cable's mold-cured CPE jacket provides excellent resistance to moisture and most common mining chemicals. The cable is available in flame-resistant versions if your operation requires explosive atmosphere compliance.
Step 6: Implement Proper Grounding and Shielding
The SHD-CGC cable's safety features are only effective if properly installed:
Ensure ground wires are connected to appropriate grounding systems at both ends of the cable
Verify ground continuity using the ground check conductor regularly (typically daily or per shift)
Protect the cable from damage that might compromise the shielding
Allow qualified electricians to perform all termination work, as improper termination can negate the cable's protective features
Installation and Handling Best Practices
Proper Cable Routing
Plan cable paths before installation. Avoid sharp corners and edges that could cut insulation. Where cables must cross sharp edges, use cable guards or raceways to distribute pressure over a larger area.
Ensure cables are not pinched or trapped under equipment. Cables accidentally trapped under shearer feet or conveyor rollers can suffer damage that may not be immediately visible but will lead to eventual failure.
Avoiding Excessive Tension and Twisting
Mining cables should not be installed under permanent tension. Tension stresses the conductors and can lead to premature breakage. Instead, allow cables to lay in natural curves, with excess length available for equipment movement.
Twisting should be avoided during installation. While mining cables are designed for flexibility, repeated twisting (rotating the cable along its long axis) can cause internal stress and gradual degradation.
Storage and Transportation
Cables should be stored on reels or in well-organized coils. Avoid exposing cables to direct sunlight for extended periods, as UV radiation can degrade the outer jacket.
During transportation, secure cables firmly to prevent shifting and chafing. Protect cables from extreme heat (direct sun on transport vehicles) and extreme cold (frozen cables are less flexible and more prone to cracking).
Inspection and Maintenance Guidelines
Implement a regular inspection schedule, at minimum weekly for critical equipment:
Visual inspection: Look for cuts, cracks, or separation of the jacket from underlying layers. Check shielding for damage.
Electrical testing: Verify insulation resistance periodically using megohmeters. Check ground continuity using the ground check conductor.
Mechanical inspection: Feel for soft spots in the insulation, which might indicate internal moisture or material degradation.
Connector inspection: Verify that termination connectors are tight and show no signs of arcing or burning.
Document all inspections and maintain records. Many regulatory agencies require documentation of cable maintenance and testing.
Common Failures and How to Avoid Them
Mechanical Damage from Dragging and Crushing
The most common cause of cable failure in mining operations is external mechanical damage. A cable dragged across rough ground can suffer cuts through the jacket and shielding within minutes.
Prevention strategy: Implement cable protection policies. Require operators to avoid dragging cables unnecessarily. Use designated cable paths and cable guards where cables must cross high-traffic areas. Inspect cables regularly for incipient damage and replace them before major faults develop.
Insulation Degradation Due to Heat
While the SHD-CGC cable is rated for 90°C continuous operation, sustained temperatures above this level will degrade the insulation. This sometimes occurs when cables are coiled tightly on reels while still carrying current—the insulation temperature can exceed the conductor temperature rating.
Prevention strategy: Allow adequate space in cable coils for heat dissipation. Monitor actual cable temperatures periodically using infrared thermometers. If sustained temperatures exceed 85°C, investigate and correct the cause before insulation damage occurs. Reduce current loads if necessary.
Chemical Exposure Damage
While the CPE jacket resists most mining chemicals, some specialty compounds—particularly certain advanced hydraulic fluids and synthetic lubricants—can cause softening or swelling of the jacket material.
Prevention strategy: If your mine uses specialty chemicals, verify their compatibility with CPE jacket material before they come into contact with cables. If incompatible chemicals are present, consider applying protective coatings or wrapping to cables.
Ground Check System Malfunctions
The ground check conductor loses its protective value if not properly monitored or if the monitoring system fails.
Prevention strategy: Include the ground check system in your regular maintenance schedule. Test it at least weekly. Maintain the testing equipment in good working order. Train operators to understand what ground check readings mean and what actions to take if readings indicate problems.
Shielding Failure and Electrical Interference
Damaged shielding can allow external electrical interference to reach the power conductors, potentially damaging connected equipment. Conversely, damaged shielding allows the cable itself to radiate interference that can disrupt communications and sensitive equipment.
Prevention strategy: Treat shielding damage with the same urgency as insulation damage. Small cuts or separations in the shielding should be repaired or the cable should be replaced. Avoid coiling cables tightly around metallic objects, which can concentrate magnetic fields and cause localized heating.
Future Trends in High-Voltage Mining Cables
Increasing Demand for Higher Voltage Ratings
The mining industry is gradually moving toward higher voltage systems. Some advanced operations are beginning to evaluate 10,000-volt and even higher voltage systems. These systems reduce current for the same power, allowing for smaller, lighter, more flexible cables.
As mining operations dig deeper and extend their lateral reach, the economic advantage of higher voltages will become increasingly compelling. Expect to see 10,000-volt and 15,000-volt cables becoming more common in next-generation mining systems.
Enhanced Materials for Longer Service Life
Cable material science continues to advance. Newer insulation compounds offer improved resistance to thermal aging, chemical degradation, and mechanical stress. Some experimental cables feature nanoparticle-enhanced compounds that show promise for dramatically extended service lives.
Jacket materials are evolving as well, with thermoplastic urethane (TPU) jackets showing five times greater abrasion resistance than traditional CPE while maintaining flexibility. As these materials undergo larger-scale production, costs will decrease and adoption will accelerate.
Smart Monitoring and Diagnostic Integration
The future of mining cables includes embedded monitoring systems that track cable health in real time. Sensors that measure insulation resistance, conductor temperature, and mechanical stress are becoming practical at reasonable costs.
These systems will alert operators before failures occur, preventing unexpected downtime and enabling proactive maintenance scheduling. Integration with mine management systems will allow cables to be replaced during planned maintenance windows rather than when they fail under load.
Improved Safety Standards
Regulatory bodies are continuously updating safety standards for mining cables. These updates often mandate improvements that manufacturers have already begun implementing—better insulation for electrical safety, improved flame resistance, and enhanced grounding systems.
Expect mining cables of the future to incorporate even more comprehensive safety features than today's standards require, reflecting the industry's commitment to worker protection and operational reliability.
Conclusion: Making the Right Cable Choice for Your Mining Operation
The TYPE SHD-CGC 3/C 5000V cable represents current best practices in high-voltage mining cable design. Its comprehensive shielding, redundant grounding systems, exceptional mechanical durability, and proven performance in challenging underground environments make it the appropriate choice for demanding mining applications.
Selecting the right cable involves more than simply choosing the highest-rated option available. It requires careful analysis of your specific operational requirements, environmental conditions, equipment specifications, and long-term cost considerations.
The case study presented in this article demonstrates that investing in appropriate cable quality delivers measurable benefits through reduced downtime, extended equipment life, and improved operational safety. While premium cables cost more initially, the total cost of ownership—accounting for service life, downtime costs, and maintenance requirements—often favors higher-quality options.
As mining operations continue to evolve, becoming more capital-intensive and geographically distributed, the importance of reliable power distribution systems grows. The cables carrying that power deserve the same engineering rigor and quality control standards as the equipment they support.
For mining operators considering their cable specifications, taking time to match cable characteristics precisely to operational requirements will pay dividends for years to come.
Frequently Asked Questions (FAQ)
Q: What does "SHD-CGC" actually stand for, and why does it matter?
A: SHD stands for Shielded Hard-usage Duty, indicating the cable is built for the most demanding mining applications. CGC stands for Compact Ground Check, meaning the cable includes a dedicated conductor that continuously verifies the equipment's ground connection. This ground check system provides real-time safety verification that would not be available with simpler cable designs. For operations where electrical safety is paramount, this monitoring capability can be the difference between discovering a problem before it causes a catastrophic failure and experiencing an unexpected equipment shutdown or worse.
Q: Is a 5000V cable compatible with a 2000V system?
A: Yes, a 5000V rated cable can be used safely in a 2000V system without any safety concerns. You're simply not utilizing the cable's full voltage rating capacity. However, doing so wastes money—you're paying for capabilities you don't need. The inverse is absolutely not acceptable: using a 2000V cable in a 5000V system would cause rapid insulation failure and create serious electrical hazards.
Q: How often should cables be tested for safety compliance?
A: Most mining operations implement weekly visual inspections combined with monthly or quarterly electrical testing using megohmeters. However, your specific testing schedule should be determined in consultation with electrical engineers and should comply with applicable regulations in your jurisdiction. Critical equipment that operates continuously might require more frequent testing than standby equipment.
Q: What's the expected service life of an SHD-CGC cable in typical mining conditions?
A: Under normal operating conditions with proper maintenance, SHD-CGC cables typically remain in service for 5-10 years. Some cables have operated successfully for over 15 years. Service life depends heavily on specific environmental conditions, usage patterns, and maintenance practices. Cables in extremely harsh conditions (constant water exposure, aggressive chemicals, rough handling) may have shorter lives, while cables in better-protected installations may exceed 10 years regularly.
Q: Can I repair a damaged section of cable, or must the entire cable be replaced?
A: For minor damage limited to the outer jacket, repair using appropriate electrical tape or heat-shrink tubing is a temporary measure that can extend cable life for a few weeks. However, such repairs are not permanent solutions. Any damage to the shielding or insulation requires professional repair or cable replacement. Attempting to repair complex damage can introduce hidden defects that may cause failure under load. For critical applications, it's generally better to replace damaged sections rather than repair them.
Q: How do I determine the correct conductor size (AWG) for my application?
A: Conductor size is determined by two factors: (1) the current the cable must carry, and (2) the acceptable voltage drop over the cable run length. Standard ampacity tables provide acceptable amperage for each conductor size at given temperatures. Once you know your required current, you select the smallest size that won't exceed that current at your rated temperature. If voltage drop is a concern over very long cable runs, you may need to increase to a larger conductor size than the current rating alone would suggest. Consult with electrical engineers for complex installations.
Q: Are colored jackets (blue, green, red) as durable as standard black jackets?
A: Yes, colored CPE jacket cables maintain the same mechanical properties and durability as black jackets. The color is added to the jacket material during manufacturing without compromising performance. The advantage of colored jackets is improved circuit identification in the mine, which enhances safety by making it easier for operators to verify they're connecting the correct cable.
Q: What is a "ground check conductor," and how is it different from regular ground wires?
A: Regular ground wires carry fault current safely away from the equipment if an electrical fault occurs. The ground check conductor is a smaller wire that continuously monitors whether a complete ground path exists. It typically carries only enough current to power an indicator or monitoring system, but any break in the ground check path will alert operators before that broken ground connection becomes a hazard. This early warning system prevents faults that would otherwise damage equipment or create safety hazards.
Q: Can SHD-CGC cables be coiled tightly on small diameter reels without damage?
A: While SHD-CGC cables are designed for excellent flexibility, coiling them too tightly on small diameter reels increases stress and heat generation. Most manufacturers recommend minimum bend radius of approximately 10 times the cable diameter. Exceeding this increases the rate of insulation aging and can reduce service life. Additionally, tight coils can trap heat when the cable is carrying current, potentially causing insulation temperatures to exceed acceptable limits.
Q: How much does an SHD-CGC cable cost compared to standard mining cables?
A: SHD-CGC cables typically cost 20-40% more than simpler 2000V alternatives, depending on conductor size and jacket material (CPE versus TPU). While this seems expensive in isolation, the longer service life and reduced downtime often make them more economical over the lifecycle of a mining operation. In operations where a single hour of downtime costs $30,000 or more, investing in premium cable quality becomes obviously cost-effective.
Port crane cables | Mining cables | Reeling cables | Trailing cables | Festoon cables | Heavy-duty power cables | Medium voltage cables | Offshore crane cables | Underground mining cables | Dragline cables | Shearer cables | Container handling cables | STS crane cables | RTG cables | Mobile equipment cables | Armored cables | Flexible power cables | VFD cables | Submersible cables | Cold resistant cables | Abrasion resistant cables | Flame retardant cables | Marine environment cables | Opencast mining | Underground operations
© 2006 All rights reserved.
[INDUSTRIAL_CABLES]
INDUSTRIAL GRADE CABLE SYSTEMS | PORT & MINING SOLUTIONS
TEL: +86 153 7530 2641 |MAIL: hongjing.Wang@feichuncables.com