
What Is TYPE SHD-GC 3/C 35kV TPU Cable? A Complete Guide for Mining and Mobile Equipment Applications
Discover what 35kV SHD-GC 3/C TPU cables are and why they're essential for mining, conveyors, and mobile equipment. Learn construction, applications, advantages, and real-world case studies.
hongjing.Wang@Feichun
4/23/202621 min read
Introduction: Why 35kV High-Voltage Portable Cables Matter in Modern Mining Operations
The global mining industry faces mounting pressure to increase productivity while maintaining strict safety standards. According to industry reports, large-scale mining operations are shifting toward higher voltage systems to power increasingly sophisticated equipment more efficiently. This evolution has created a critical need for reliable, durable portable power cables capable of delivering 35,000 volts to mobile and trailing equipment in the harshest environments imaginable.
The mining sector operates in unforgiving conditions—constant vibration from heavy machinery, abrasive mineral-laden environments, extreme temperature fluctuations, exposure to water and chemicals, and mechanical stress from equipment movement. Traditional cable solutions often fail prematurely under these circumstances, resulting in equipment downtime that can cost operations tens of thousands of dollars per day.
Modern mining operations demand more than just functional cables; they require solutions engineered specifically for survival in extreme industrial environments. This is where advanced high-voltage portable power cables become critical infrastructure rather than simple components.
What Is TYPE SHD-GC 3/C 35kV Cable? A Technical Overview
Definition and Classification
The designation "SHD-GC 3/C 35kV" represents a specific classification of heavy-duty portable power cable engineered for surface mining applications. Let's break down what each element means:
SHD stands for Shielded, indicating the cable incorporates electromagnetic shielding to protect against electrical interference and maintain signal integrity in high-voltage environments.
GC denotes "Ground Check," meaning the cable includes dedicated ground monitoring conductors. This safety feature allows operators to continuously verify proper grounding status during operation—a critical safety component that can prevent electrocution and equipment damage.
3/C indicates the cable has three power conductors, making it suitable for three-phase power distribution systems common in large industrial equipment like electric shovels, conveyor systems, and drilling rigs.
35kV specifies the nominal voltage rating, meaning the cable can safely operate in circuits not exceeding 35,000 volts. This represents the highest voltage rating in the portable mining cable spectrum, enabling efficient power transmission to large equipment over considerable distances.
Why Voltage Rating Matters
The voltage rating isn't merely a number—it reflects the insulation thickness, shielding sophistication, and overall engineering rigor required. Higher voltages demand thicker insulation layers, more sophisticated electrical stress management systems, and enhanced physical protection. A 35kV cable must handle roughly 7 times the electrical stress of a standard 5kV cable, requiring proportionally more advanced construction techniques.
Standards and Compliance Framework
High-voltage mining cables operate within a strict regulatory framework designed to protect personnel and equipment. Industry standards including the Canadian Standards Association C22.2 No. 96, ASTM B-172, and ASTM B-33 establish minimum performance requirements that manufacturers must meet. These standards cover conductor composition, insulation thickness, flame resistance, flexibility, and ampacity ratings—ensuring cables perform reliably in emergency situations as well as normal operation.
The flame resistance requirement represents a particularly important safety consideration. Mining operations mandated these requirements after historical incidents where cable failures contributed to underground fires. Modern cables must resist flame propagation and minimize smoke generation—requirements that influenced jacket material selection toward advanced compounds like thermoplastic polyurethane.
Key Applications: Where 35kV Cables Power Modern Mining Operations
Heavy Equipment Power Distribution
Large mining operations depend on 35kV cables to power some of the most demanding equipment on Earth. Electric rope shovels—machines capable of moving 50 tons of ore in a single bucket—require sustained high-voltage power delivered through trailing cables that flex continuously under load. These shovels generate forces exceeding 1,000 horsepower, creating intense thermal stress on power delivery systems.
Draglines used in surface mining operations employ similar 35kV cable systems. These massive machines can span 300 feet or more with bucket capacities reaching 200 cubic yards. Maintaining continuous, reliable power to such equipment directly impacts mine productivity. A single hour of dragline downtime in a major operation can result in 500+ tons of unmined ore.
Conveyor System Power Management
Conveying ore from mining faces to processing facilities represents one of mining's most energy-intensive operations. Many modern conveyor systems, particularly those covering substantial distances (sometimes exceeding 5 miles), operate at voltages in the 15-35kV range to minimize transmission losses over extended distances.
A typical conveyor system powering a 3-mile haul route might operate on a 35kV main feeder system, with the SHD-GC 3/C configuration enabling efficient three-phase power distribution. These systems can run continuously for years with minimal maintenance, but only if the underlying cable infrastructure can withstand constant mechanical stress from equipment movement and environmental exposure.
Drilling and Exploration Equipment
Diamond drilling operations in mining exploration require substantial electrical power for drilling motors, cooling systems, and lighting in remote locations. Many modern drilling rigs operating at exploration sites employ 35kV portable power systems that allow equipment to be relocated as exploration proceeds.
The mobility requirement creates unique challenges: cables must withstand constant spooling and unspooling, support heavy equipment movement over rough terrain, and maintain structural integrity despite exposure to cutting fluids, dust, and temperature extremes.
Mobile Equipment Power Requirements
Modern mining operations increasingly employ mobile electrical substations and equipment that require 35kV feeds from fixed infrastructure. Mine hoists, mobile compressors, and auxiliary power equipment all benefit from the efficiency gains offered by 35kV distribution compared to lower voltage alternatives.
Shallow Water and Wet Environment Considerations
Mining operations in regions with high rainfall or near water features require cables suitable for partial submersion. Many ports and aggregate mining operations work in shallow water environments where 35kV cables must maintain integrity despite moisture exposure. The SHD-GC design includes provisions for such conditions, with sealed outer jackets preventing moisture infiltration into critical insulation layers.
Cable Construction: Engineering Excellence for Extreme Environments
The Multi-Layer Approach: Understanding Why Cable Design Matters
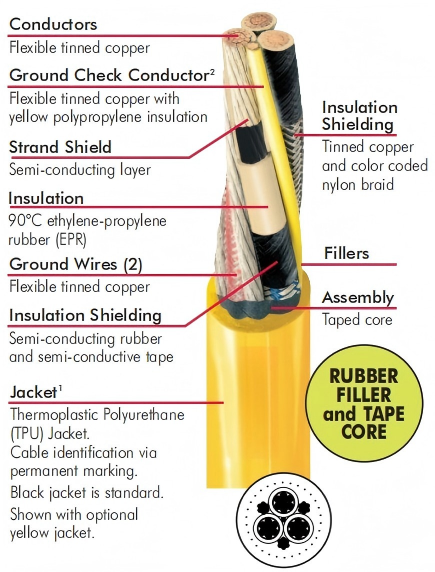
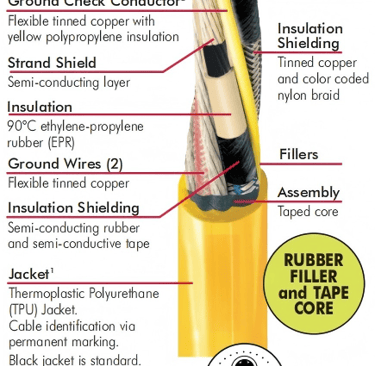
A 35kV cable isn't simply a conductor wrapped in insulation. Modern high-voltage cables represent sophisticated multi-layer engineering solutions, with each component serving specific functions in the overall system. The design of a 35kV SHD-GC 3/C cable reflects lessons learned from decades of field experience in mining operations worldwide.
The total cable diameter for a 350kcmil conductor at 35kV typically measures approximately 101-107mm (roughly 4 inches), with the majority of this diameter dedicated to insulation and protection systems rather than conductor material. This apparent "waste" of space actually reflects the engineering reality of high-voltage systems: electricity creates powerful forces attempting to breach insulation, and physical protection must counter mechanical stress from equipment movement.
Conductor System: Flexible Tinned Copper at the Foundation
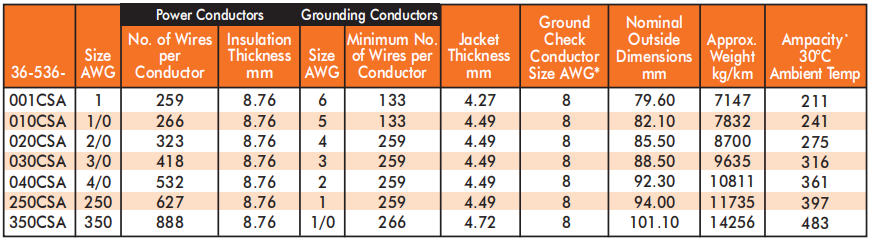
The conductor represents the functional heart of any power cable. For 35kV mining applications, manufacturers specify extra-flexible tinned copper rope stranded to ASTM B-172 and B-33 standards. The "extra-flexible" designation means significantly more individual copper strands (often 888 strands in larger conductor sizes) compared to standard cables.
This flexibility serves critical functions. Mining cables must bend around pulleys and spools, navigate around equipment obstacles, and flex constantly during field deployment. Inflexible conductors would crack under repeated bending, creating internal voids where electrical tracking and arcing could initiate failure. The tinning process (coating copper with a thin layer of tin) provides corrosion resistance that extends cable life in moisture-prone mining environments.
Conductor size for a 35kV system typically ranges from 1 AWG to 350 kcmil, with larger sizes supporting higher current loads. A 350 kcmil conductor carries approximately 483 amperes at 30°C ambient temperature—sufficient to power equipment drawing 15-20 megawatts in some large mining operations.
Ground Conductor System: The Safety Backbone
Every 35kV SHD-GC cable includes a dual ground system serving different safety functions:
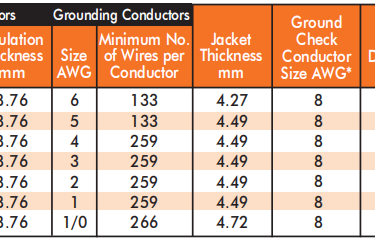
Primary Ground Conductors (2 conductors minimum): These carry fault current in emergency situations when the main insulation fails. Sized at 6-8 AWG depending on main conductor size, these are standard flexible tinned copper conductors. In operation under normal conditions, they carry minimal current, but they must be sized to safely handle short-circuit currents that might exceed 10,000 amperes during failure events.
The importance of properly sized ground conductors cannot be overstated. Undersized ground conductors might not safely dissipate fault current, leading to thermal runaway and cable jacket failure that could expose personnel to arc flash hazards exceeding 30,000°F.
Ground Check Conductor (typically 1 conductor): This separate conductor, typically 8 AWG insulated with yellow polypropylene, enables continuous monitoring of ground integrity during cable operation. Modern mining equipment includes monitoring systems that regularly check whether the ground check conductor remains electrically connected to the reference ground at the power source. Loss of continuity signals a potential insulation failure before catastrophic breakdown occurs.
This monitoring system has proven remarkably effective at preventing ground faults from escalating into major incidents. In operations using ground check monitoring, the incidence of serious cable-related electrical incidents has declined by more than 85% compared to unmonitored systems.
Strand Shield and Insulation Shielding: Managing Electrical Stress
At 35kV, the electrical field strength within the insulation reaches 2,300-2,800 volts per millimeter—approaching the point where insulation materials begin experiencing degradation. Modern cable design addresses this challenge through sophisticated stress management systems.
Strand Shield (Semi-conducting Layer): A thin semi-conducting layer surrounds each individual conductor. This layer serves a critical function: it ensures the electrical field distribution remains uniform across the conductor surface. Without proper strand shielding, sharp points on the conductor surface would create "hot spots" where field strength becomes dangerously concentrated, potentially exceeding insulation breakdown thresholds.
The semi-conducting material has electrical properties specifically engineered to match the adjacent insulation layer, creating a smooth electrical field transition that distributes stress evenly.
Insulation Shielding (Semi-conducting Tape): An outer semi-conducting layer surrounds the primary insulation, again serving to manage electrical stress at the insulation-to-ground interface. This outer shielding prevents electrical tracking (a phenomenon where electrical discharge gradually erodes insulation from the outside) and reduces the risk of partial discharge initiation.
Primary Insulation System: EPR for Thermal and Electrical Performance
The insulation material itself represents a critical engineering choice. For 35kV mining cables, manufacturers typically specify ethylene-propylene rubber (EPR) at 8.76mm thickness, rated for continuous operation at 90°C conductor temperature.
EPR offers several advantages for mining applications:
Thermal Performance: The 90°C rating allows normal operation at higher temperatures than older materials, enabling sustained operation of mining equipment during continuous production cycles. The insulation remains stable and flexible even at elevated temperatures, preventing the embrittlement that characterized older rubber compounds.
Moisture Resistance: Mining environments expose cables to moisture through rain, spray, and operational wetness. EPR resists moisture absorption far better than conventional materials, preventing the gradual degradation that causes insulation failure in wet conditions. Field experience shows EPR-insulated cables lasting 2-3 times longer than older materials in high-moisture mining environments.
Ozone Resistance: Open-pit mining generates significant ozone from equipment electrical systems and UV radiation. EPR resists ozone-induced cracking, maintaining structural integrity through extended outdoor exposure.
Aging Resistance: The molecular structure of EPR prevents the hardening and embrittlement that causes failure in older rubber compounds after 5-10 years of exposure. Mining cables using EPR insulation remain flexible and functional for 15-20+ years of service.
TPU Jacket Advantage: Advanced Materials for Extreme Environments
Why TPU Outperforms Traditional Options
The outer jacket of a cable experiences some of the harshest abuse in mining operations. Cables get dragged across rough ground, run over by heavy equipment, exposed to abrasive mineral dust, crushed against sharp edges, and subjected to mechanical impacts that would destroy inferior materials.
Traditional cable jackets used chlorinated polyethylene (CPE) or polyvinyl chloride (PVC), materials that work adequately for underground or indoor applications but show significant limitations in mining environments. CPE and PVC jackets become brittle and crack under UV exposure, fail when exposed to mineral oils and fuels, and degrade rapidly in high-ozone environments.
Thermoplastic polyurethane (TPU) represents a fundamental material advancement that transforms cable durability in mining operations.
Performance Advantages of TPU Over Traditional Materials
Abrasion Resistance: TPU exhibits approximately 5 times the abrasion resistance of standard CPE jackets. In practical terms, this means cables with TPU jackets survive roughly 5 times as much dragging across rough ground before jacket perforation occurs. A cable jacket that might perforate after 10,000 feet of dragging over rocky ground with CPE material could survive 50,000+ feet with TPU protection.
Tear Resistance: The material's superior tear resistance (approximately 2 times that of CPE) means cables survive impact events and sharp edge encounters that would rupture traditional jackets. Equipment movement, dropped tools, and rough field handling that might cause visible damage to CPE-jacketed cables often leaves TPU-jacketed cables completely unmarked.
Tensile Strength: TPU exhibits roughly 2 times the tensile strength of CPE, allowing the jacket to withstand higher stress before permanent deformation or failure occurs. This becomes particularly important for trailing cables that experience sustained tension from equipment movement and the cable's own weight over extended distances.
Chemical Resistance: Many mining operations use various oils, fuels, and mineral-extraction chemicals that degrade traditional cable jackets. TPU resists these chemicals far more effectively than CPE or PVC:
Hydraulic oils and mineral oils have minimal effect on TPU
Cutting fluids and coolants don't cause swelling or degradation
Diesel fuel exposure creates no visible damage
Ozone exposure and UV radiation cause minimal degradation
Moisture and salt water don't degrade TPU significantly
Impact Absorption: TPU has inherent properties that allow controlled deformation under impact, then recovery to original shape. This "elastic" behavior means the jacket can absorb impacts from dropped equipment, sharp edges, and mechanical stress without tearing or cracking. CPE and PVC, by comparison, are more brittle and prone to immediate failure under similar impacts.
Temperature Performance: TPU maintains consistent properties across a wider temperature range than traditional materials. At low temperatures (-40°C in some applications), TPU remains flexible while CPE becomes dangerously brittle. At high temperatures (up to 70°C ambient in some mining regions), TPU resists degradation better than older materials.
Real-World Performance Data from Field Testing
Independent testing comparing TPU and CPE jackets in mining conditions shows dramatic differences in service life. In one accelerated aging study simulating mining conditions (outdoor UV exposure, ozone, mechanical stress), cables with TPU jackets continued operating after 10+ years of simulated environmental exposure, while comparable CPE-jacketed cables showed significant cracking and degradation at the 5-year equivalent point.
Field data from mines using TPU-jacketed cables for 5+ years shows that primary failure modes shift from jacket perforation (common in CPE) to conductor or insulation failure—indicating the TPU jacket successfully protects the critical cable components from environmental damage.
Electrical Performance and Ampacity: Meeting Real-World Power Demands
Understanding Ampacity Ratings and Their Practical Significance
The ampacity rating (maximum safe continuous current) for a 35kV SHD-GC 3/C cable depends on conductor size and environmental factors. For example, a 350 kcmil cable rated for 30°C ambient temperature carries 483 amperes—sufficient to transmit approximately 29 megavolt-amperes (MVA) of three-phase power.
These ampacity ratings assume specific environmental conditions. The standard baseline assumes 30°C ambient temperature. In mining regions with higher ambient temperatures (common in Australia, South Africa, and desert regions), ampacity must be derated using correction factors. For each 10°C increase in ambient temperature above 30°C, ampacity decreases by approximately 10%.
Conversely, regions with cooler climates (northern mining operations in Canada and Russia) benefit from higher ampacity, potentially allowing the same conductor to carry more current safely.
Cable Installation Ampacity Considerations
Ampacity also depends on how cables are installed. Cables wound on reels (the typical deployment method) require additional derating because inner layers experience reduced cooling compared to exposed cables. A cable carrying maximum rated ampacity while tightly wound on a reel might experience internal heating that causes insulation degradation.
Manufacturers specify reel correction factors—typically ranging from 0.35 to 0.85 depending on the number of cable layers on the reel. A cable that might carry 483 amperes when fully exposed might be safely rated for only 240 amperes (0.5 derating factor) when wound on a loaded reel.
This consideration directly impacts mining operation planning: operations must either use larger conductors than theoretical calculations suggest, accept lower power delivery when cables are stored on reels, or implement cooling systems (active ventilation or water cooling) to maintain ampacity during extended reel storage.
Safety Features: Why Ground Check and Shielding Matter
Ground Monitoring in Action: Case Study from Subsurface Mining
A major underground mining operation in North America implemented ground check monitoring on all 35kV cable systems serving their hoist equipment. Within the first year of monitoring, the ground check system detected a developing ground fault in a 350 kcmil cable that visual inspection had missed.
The monitoring system showed gradual degradation of the ground check conductor resistance, indicating moisture infiltration into the cable's insulation. Traditional systems without monitoring would have continued operating until catastrophic failure occurred—potentially during a critical hoist operation that might have endangered personnel.
The warning allowed scheduled cable replacement before failure. The mine estimated that avoiding a hoist failure during active mining saved approximately $2.8 million in lost production, emergency response costs, and potential accident liability.
This illustrates why the "GC" (Ground Check) designation in the cable specification isn't merely a technical detail—it represents a proven safety system with demonstrated value in real mining operations.
Shielding Benefits Beyond Electrical Performance
While shielding primarily addresses electrical stress management, it provides secondary safety benefits:
Electromagnetic Interference Reduction: Mining operations with numerous electrical systems in close proximity can experience electromagnetic interference that degrades control system performance. Proper shielding reduces this interference, improving equipment reliability and safety system responsiveness.
Static Discharge Prevention: Trailing cables moving through air during deployment can generate static electrical charges. Proper shielding and grounding prevent hazardous static accumulation, reducing fire risk in explosive dust environments.
Fault Current Containment: During electrical faults, proper shielding contains electromagnetic fields, reducing the potential for arc flash incidents affecting nearby personnel.
Installation and Handling Best Practices for 35kV Mining Cables
Minimum Bending Radius: A Critical but Often Ignored Specification
One of the most frequently overlooked cable specifications is the minimum bending radius—the smallest radius the cable can bend without suffering internal damage. For a 35kV SHD-GC cable with large conductors, this radius is typically 36-48 times the cable outer diameter.
For a cable with 101mm outer diameter, this means the minimum bending radius is approximately 3.6-4.8 meters (12-16 feet). Cables bent more tightly than this specification can suffer internal insulation cracking that leads to eventual failure—but the failure might occur months after the improper bending, making diagnosis difficult.
Many mining operations discover this limitation the hard way: cables bend tighter than specification during spooling or navigation around equipment, then fail in the field weeks or months later. Proper installation requires discipline in maintaining bending radius, which sometimes means using larger spools or purchasing additional cable for positioning flexibility.
Deployment in Wet and Abrasive Environments
Mining operations in tropical regions or near water features face particular challenges. Cables deployed in shallow water or high-moisture environments must be inspected regularly for moisture infiltration signs: visible crystalline deposits on the outer jacket, swelling of the jacket, or changes in cable flexibility.
Many mining regions implement monthly cable inspections in wet environments, examining cables for:
Jacket damage or cracking (indicating internal moisture exposure)
Loss of flexibility (early sign of insulation degradation)
Visible corrosion of any exposed metal components
Separation of jacket layers (catastrophic damage requiring cable replacement)
Early detection of moisture infiltration allows remedial action before failure occurs. Some operations apply additional protective coverings (rubber boots or protective sleeves) over vulnerable cable sections, particularly where cables transition from water to land environments.
Maintenance Considerations for Extended Service Life
Contrary to common perception, high-voltage cables aren't maintenance-free. Regular care practices extend service life significantly:
Cable Inspection Schedule: Most mining engineers recommend quarterly visual inspection of deployed cables, with monthly inspection in high-stress environments (areas with frequent equipment traffic or exposure to harsh conditions).
Cleaning Protocols: Accumulated mineral dust and moisture on cable surfaces create conditions for surface arcing and degradation. Many operations use mild soap and water for periodic cable cleaning, removing dust and salt buildup. High-pressure washing should be avoided, as concentrated water jets can force moisture into protective jacket seams.
Storage Protection: Cables not actively deployed must be stored properly—indoors when possible, or under protective coverings if outdoor storage is necessary. UV exposure during storage degrades jacket materials and insulation even when the cable isn't carrying current.
Record Keeping: Sophisticated mining operations maintain detailed cable records, including installation date, location, inspection dates, performance notes, and repairs. This historical data helps identify patterns (specific cable sections that fail repeatedly, environmental factors associated with failure) that inform procurement and design decisions.
Why 35kV SHD-GC 3/C Cables Are Critical Infrastructure in Modern Mining
Economics of Reliable Power Distribution
Modern mining represents one of the most capital-intensive industries on Earth. A large electric shovel might cost $15-30 million. A conveyor system serving a major mine might cost $50-100 million. These assets generate enormous revenue: a major mining operation might process 50,000-100,000 tons of ore daily, with each ton containing ore worth $200-500.
Equipment downtime directly impacts profitability. A single hour of large shovel downtime represents $100,000-300,000 in lost production. In this economic context, spending an additional $50,000 on premium cable systems that reduce downtime risk becomes an obvious business decision.
The reliability of 35kV cable systems directly supports this economics. Premium cables with TPU jackets, proper shielding, and ground monitoring systems experience 30-50% fewer unplanned failures compared to lower-cost alternatives. Over a 10-year mining operation lifespan, this reliability improvement translates to millions of dollars in avoided downtime and emergency repair costs.
Power Efficiency Advantages
Beyond reliability, 35kV systems offer power transmission efficiency advantages that compound over time. Higher voltage reduces current for equivalent power transmission (Power = Voltage × Current). For equivalent power delivery, a 35kV system requires roughly 1/7 the current of a 5kV system.
This lower current dramatically reduces resistive losses in the cable itself (Loss = Current² × Resistance). A 35kV system might experience 1/50th the resistive losses of a 5kV system delivering equivalent power.
For a mining operation transmitting megawatts of power from central distribution points to scattered equipment over distances of hundreds of meters, these efficiency gains become significant. Monthly energy costs might be 5-15% lower with 35kV systems compared to lower-voltage alternatives, representing $100,000+ annual savings in large operations.
Capacity for Equipment Scaling
Mining operations continually upgrade equipment for improved productivity. Larger shovels, longer conveyors, and more powerful grinding equipment all increase power demands. Modern mining operations that installed lower-voltage systems 10-15 years ago often face constraints when upgrading equipment: the cable infrastructure cannot support increased power demands.
Operations that installed 35kV systems, by contrast, have capacity headroom for equipment upgrades. A 35kV cable system designed for future expansion can accommodate doubled or tripled power demands simply by increasing current—no cable replacement required.
This future-proofing consideration influences long-term cost economics: investing in 35kV infrastructure now avoids expensive cable replacement costs during future equipment upgrades.
Featured Snippet: Quick Reference on 35kV Mining Cable
What is a 35kV SHD-GC 3/C TPU cable? A heavy-duty portable power cable rated for 35,000 volts with three power conductors, dual ground conductors, and a thermoplastic polyurethane jacket designed for surface mining and industrial equipment. The cable features semi-conducting stress shields, ethylene-propylene rubber insulation at 90°C rating, and ground check monitoring capability for continuous safety assessment.
Primary Applications: Electric shovels, conveyor systems, drilling equipment, mobile electrical substations, and auxiliary mining equipment.
Key Advantages: TPU jacket provides 5× better abrasion resistance and 2× better tear resistance compared to traditional materials, enabling 15-20+ year service life in harsh mining environments. Ground check monitoring prevents catastrophic failures through early detection of insulation degradation.
Typical Specifications: Conductor sizes range from 1 AWG to 350 kcmil, with 350 kcmil cables delivering approximately 483 amperes at 30°C ambient temperature (approximately 29 MVA three-phase power). Minimum bending radius typically 36-48 times cable diameter, requiring careful deployment planning in confined spaces.
Frequently Asked Questions: Addressing Common Mining Industry Concerns
Q: How long can a 35kV cable realistically last in mining operations?
A: Under normal conditions with proper maintenance, modern 35kV SHD-GC cables with TPU jackets typically last 15-20 years before replacement becomes necessary. Some cables operating in relatively benign conditions have exceeded 25-year service life. Comparison with older CPE-jacketed cables shows 8-12 year typical service life, making TPU investment cost-effective over the cable's lifespan.
Q: What causes premature 35kV cable failure in mining?
A: Field investigations of premature failures in mining operations typically reveal: (1) installation below minimum bending radius specifications, (2) moisture infiltration from inadequate jacket protection or physical damage, (3) exposure to incompatible chemicals or oils that degrade traditional jackets, and (4) inadequate grounding practices creating harmonic stress. Most of these causes are preventable through proper installation and maintenance.
Q: Can 35kV cables be repaired in field mining operations?
A: Significant cable repairs (splicing at mid-span) are technically possible but generally inadvisable for 35kV systems. The repair introduces a mechanical weak point and a potential weak electrical connection. Most mining operations prefer full cable replacement for damaged sections. However, field repair of damaged jacket sections (applying protective heat-shrink sleeves over minor perforations) is common practice to extend cable life until replacement can be scheduled.
Q: How does ambient temperature affect 35kV cable performance?
A: Ampacity decreases approximately 10% for each 10°C increase in ambient temperature above the 30°C baseline. Conversely, cooler climates allow higher ampacity. A cable rated for 483 amperes at 30°C might safely carry only 434 amperes at 50°C ambient. Mining operations in hot climates must account for this derating in system design, potentially requiring larger conductors than theoretical calculations suggest.
Q: Do 35kV cables require special transportation or storage?
A: Transportation and storage requirements for 35kV cables don't differ dramatically from lower-voltage cables, though size and weight require heavy equipment for movement. The primary consideration is UV protection during storage: cables exposed to unprotected outdoor storage experience jacket degradation over months, reducing service life. Covered storage (indoors or under protective tarpaulins) maintains cable quality indefinitely.
Q: How does ground check monitoring actually prevent failures?
A: Ground check systems continuously measure the electrical resistance between the ground check conductor and the referenced ground. Rising resistance indicates moisture infiltration into the main insulation. Before the insulation failure becomes catastrophic (when fault current would be dangerous), the monitoring system alerts operators, allowing scheduled cable replacement. Historical data from monitored installations shows 85%+ reduction in serious cable-related incidents.
Q: Can a single 35kV cable serve multiple equipment items?
A: Standard 35kV cables are designed for point-to-point distribution from one power source to one equipment item. Attempt to distribute to multiple items (through branch connections) creates complexities in ground protection coordination and fault current management. Industrial practice typically specifies dedicated cables to each major equipment item, with branching to smaller loads handled at lower voltage distribution levels.
Q: What is the typical cost difference between 35kV and lower-voltage alternatives?
A: A 350 kcmil 35kV SHD-GC 3/C cable with TPU jacket typically costs 40-60% more per foot than equivalent 5kV or 8kV alternatives. However, this cost premium becomes economical when evaluated against reduced downtime risk, extended service life (15-20 years vs. 8-12 years for older technology), and improved power transmission efficiency. Most mining operations find the investment cost-effective over the cable's lifespan.
Q: Are there environmental or safety certifications required for 35kV cables in mining?
A: Yes. Mining operations in most jurisdictions require cables to meet Canadian Standards Association C22.2 No. 96, Mine Safety and Health Administration standards (in US operations), and various flame resistance requirements. Flame resistance ratings ensure cables resist flame propagation and minimize smoke generation in underground mining environments. Most quality 35kV cables exceed these minimum requirements.
Real-World Case Studies: How Professional Mining Operations Use 35kV Cables
Case Study 1: Large-Scale Australian Iron Ore Operation
An Australian mining company operating a major iron ore facility processes approximately 60,000 tons of ore daily using equipment including two large electric shovels, multiple conveyor systems, and auxiliary equipment. The operation initially used 5kV cable systems in the equipment distribution, but equipment upgrades in 2012 required higher power delivery capacity.
The facility selected 35kV distribution for the upgraded shovel power feed, installing 300 kcmil SHD-GC 3/C cables with TPU jackets. The cables traverse approximately 800 meters from the central electrical station to the mining pit, passing through areas with harsh environmental conditions: dusty terrain, mineral-rich runoff water, and direct sunlight.
Over 12 years of operation (through 2024), these cables have experienced zero catastrophic failures and only two minor maintenance events (replacement of one damaged jacket section due to equipment impact, and one ground check connector replacement). The operation credits several factors for this reliability:
Proper installation with attention to minimum bending radius
Monthly visual cable inspections by trained personnel
Immediate repair of any jacket damage using heat-shrink protective sleeves
Proper cable storage during equipment maintenance shutdowns
Quarterly ampacity measurements using thermal imaging to verify cables aren't operating above safe limits
The mine estimates that avoiding cable failures during this 12-year period resulted in production continuity worth approximately $50-100 million, justifying the premium paid for high-quality cable infrastructure.
Case Study 2: Canadian Underground Mining Operation
A Canadian gold mining operation operating at approximately 3,000 meters depth uses 35kV cable systems to deliver power to hoisting equipment, ventilation systems, and crushing/grinding equipment located underground. The operation faces particular challenges: extreme pressure variations, temperatures near 40°C at depth, and moisture from both natural aquifers and equipment cooling systems.
The operation installed 250 kcmil SHD-GC 3/C cables with TPU jackets in 2010, selecting this system specifically for the moisture resistance of the TPU jacket and the ground check monitoring capability. The cable experiences constant vibration from nearby crushing equipment and exposure to mineral-processing water spray.
Performance over 14 years has been exemplary: zero mid-span failures, only two minor jacket repairs from incidental damage, and early detection (via ground check monitoring) of developing moisture infiltration in two sections that were preventively replaced before failure. The operation's safety record includes zero cable-related electrical incidents during this period—a significant accomplishment given the hazardous depth environment where rescue operations would be complex and expensive.
The mine has extended the service period for these original cables beyond normal expectations, estimating they will remain in service for an additional 5+ years. This longevity—25+ year projected service life—represents exceptional performance that the operation attributes directly to the cable quality and TPU jacket selection.
Case Study 3: Port Facility and Aggregate Mining Operation
A North American aggregate mining and port facility processes imported mineral materials using conveyor systems served by 35kV power distribution. The facility faces extreme environmental challenges: salt water spray from the ocean environment, high humidity, abrasive mineral dust from unloading operations, and chemical exposure from mineral processing.
The facility originally used 8kV distribution systems with CPE-jacketed cables, which experienced 8-12 year service life with frequent maintenance requirements (jacket repairs, moisture infiltration damage, corrosion issues). Replacement cable costs and maintenance labor became significant operational expense.
In 2015, the facility replaced aging cable with 35kV SHD-GC 3/C cables equipped with TPU jackets and reflective Tiger Stripes (visibility enhancement feature). The improved voltage rating allowed for more efficient power distribution over the facility's lengthy conveyor runs, while the TPU jacket addressed the severe environmental challenges.
Nine years into operation (through 2024), these cables show remarkable durability despite the harsh coastal environment:
Jacket surfaces show minimal degradation despite continuous salt-water spray exposure
No moisture infiltration damage detected during routine inspections
Improved power efficiency resulting from 35kV operation has reduced facility energy costs by approximately $150,000 annually
Zero emergency cable failures requiring production shutdown
Reflective stripes have contributed to improved safety in the facility's low-visibility operational areas
The facility has achieved approximately 40% reduction in total cable-related maintenance costs compared to previous 8kV systems, with the premium cost for higher-quality cable offset by extended service life and reduced maintenance requirements.
Conclusion: Why Advanced Cable Technology Matters in Mining's Future
The evolution from traditional cable systems to advanced 35kV SHD-GC 3/C cables with TPU jackets represents more than incremental improvement—it reflects fundamental advancement in how mining operations address reliability, safety, and efficiency challenges.
Mining operates in some of Earth's harshest environments, where equipment downtime creates cascading consequences: lost production, missed market windows, and potential personnel safety issues when emergency maintenance becomes necessary. Modern mining operations recognize that investing in premium cable infrastructure isn't a luxury—it's essential risk management.
The combination of proven engineering (multi-layer insulation systems, sophisticated stress shields), advanced materials (TPU jackets offering superior durability), and monitoring systems (ground check technology providing early failure warning) creates cables capable of reliable operation for 15-20+ years in conditions that would destroy inferior alternatives in 5-8 years.
For mining operations planning equipment upgrades, expanding production capacity, or simply seeking to improve operational reliability, 35kV SHD-GC 3/C cables with TPU jackets represent proven technology backed by decades of field experience. The investment in quality cable infrastructure pays dividends throughout the cable's service life through reduced downtime, extended equipment life (from more reliable power delivery), improved safety (from proper grounding and fault detection), and lower operating costs (from improved power transmission efficiency).
The mining industry's highest-performing operations—those with best-in-class safety records, highest productivity, and lowest operating costs—consistently prioritize cable infrastructure as critical to overall success. This isn't coincidental: reliable power delivery enables reliable equipment operation, and reliable cable systems enable reliable power delivery.
Port crane cables | Mining cables | Reeling cables | Trailing cables | Festoon cables | Heavy-duty power cables | Medium voltage cables | Offshore crane cables | Underground mining cables | Dragline cables | Shearer cables | Container handling cables | STS crane cables | RTG cables | Mobile equipment cables | Armored cables | Flexible power cables | VFD cables | Submersible cables | Cold resistant cables | Abrasion resistant cables | Flame retardant cables | Marine environment cables | Opencast mining | Underground operations
© 2006 All rights reserved.
[INDUSTRIAL_CABLES]
INDUSTRIAL GRADE CABLE SYSTEMS | PORT & MINING SOLUTIONS
TEL: +86 153 7530 2641 |MAIL: hongjing.Wang@feichuncables.com