
What Is TYPE SHD-GC 3/C 5kV TPU Jacket Cable and Why Is It Essential for Heavy-Duty Mining Equipment?
Discover how TYPE SHD-GC 3/C 5kV TPU jacket cables deliver superior flexibility, durability, and safety for mining drills, conveyors, and pumps. Learn why TPU jackets outperform traditional materials in extreme environments.
hongjing.Wang@Feichun
4/21/202616 min read
Introduction to TYPE SHD-GC 3/C 5kV TPU Power Cable
Mining operations rely on sophisticated electrical infrastructure to keep massive equipment running continuously. Among the most critical components are medium-voltage portable power cables that supply energy to mobile drilling equipment, conveying systems, and pumping operations. The TYPE SHD-GC 3/C 5kV TPU jacket cable represents a significant advancement in mining cable technology, engineered specifically to meet the demanding requirements of surface and shallow underground mining environments.
These cables are not simply generic industrial power conductors. They are specialized systems designed with multiple protective layers, grounding mechanisms, and flexibility standards that ensure operational reliability in conditions where conventional cables would fail prematurely. Understanding their construction, capabilities, and applications can help mining operations extend equipment uptime while maintaining critical safety standards.
What Is TYPE SHD-GC Cable? Understanding the Designation
Breaking Down the SHD-GC Nomenclature
The designation "SHD-GC" conveys essential information about the cable's design philosophy. "SHD" stands for Shielded Heavy-Duty, indicating that the cable is built to withstand extraordinary mechanical and electrical stresses. The "GC" component refers to the inclusion of grounding conductors and ground check functionality—a critical safety feature that continuously monitors the integrity of grounding systems during operation.
This naming convention emerged from decades of mining industry experience, where operators discovered that conventional grounding approaches were insufficient for mobile equipment operating in unpredictable terrain. A cable without dedicated ground check capability cannot reliably signal when grounding integrity is compromised, potentially creating dangerous conditions for personnel and equipment.
Three-Conductor Configuration: Why It Matters
The "3/C" designation indicates the cable contains three main power conductors, supporting three-phase electrical distribution. This configuration is essential for the large industrial motors commonly found in modern mining equipment. Three-phase power delivery provides balanced voltage distribution, enabling motors to operate at peak efficiency while maintaining mechanical stability under maximum load conditions.
Unlike two-phase or single-phase alternatives, three-conductor cables can deliver higher power capacity within comparable physical dimensions. This efficiency means mining operators can achieve necessary voltage levels (5,000 volts) without requiring excessively large, cumbersome cables that are difficult to route and manage in the field.
Key Construction Features of 5kV TPU Jacket SHD-GC Cable
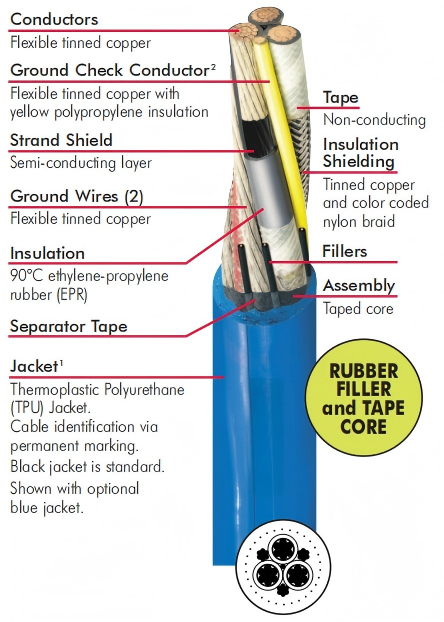
Flexible Tinned Copper Conductors for Superior Durability
At the cable's core lie flexible, tinned copper power conductors featuring rope-stranded construction. The tinning process—coating pure copper with a thin layer of tin—provides multiple advantages beyond simple flexibility. Tin dramatically improves the copper's resistance to corrosion, oxidation, and moisture absorption, which are constant threats in mining environments where cables encounter standing water, humid air, and mineral dust.
The rope-stranding technique itself deserves attention. Rather than using solid conductors that would crack under repeated flexing, rope-stranded construction distributes mechanical stress across numerous fine strands. This design allows the cable to bend repeatedly without material fatigue or conductor breakage—a critical feature for cables that are continuously deployed, reeled, and repositioned on mining sites.
In actual field conditions, cables experience thousands of bend cycles per year. A cable with inadequate stranding architecture can develop micro-fractures within conductors, progressively increasing electrical resistance and heat generation until failure occurs. Rope-stranded tinned copper dramatically extends this service life.
Dual Ground Wires: Enhanced Fault Protection
The cable incorporates two separate ground conductors running parallel to the power conductors. This dual design approach provides redundancy and increased current-carrying capacity for fault conditions. When an electrical fault occurs—such as insulation breakdown—the dual ground system can handle fault currents that would overwhelm a single conductor, preventing dangerous voltage buildup and reducing arc flash hazards.
This dual-wire grounding approach reflects lessons learned from mining operations where single-ground systems proved inadequate during catastrophic insulation failures. The additional ground conductor adds minimal weight while substantially improving safety margins during emergency conditions.
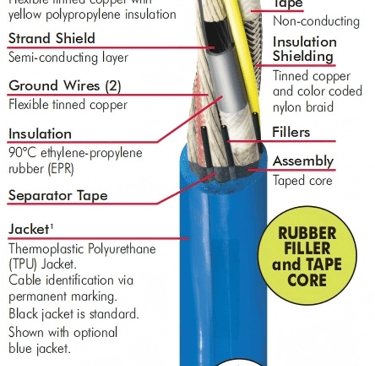
Ground Check Conductor: Continuous Monitoring of Grounding Integrity
Perhaps the most innovative safety feature is the dedicated ground check conductor, typically a 10 AWG (or larger, depending on cable size) flexible tinned copper wire with yellow polypropylene insulation. This conductor runs continuously throughout the cable's length, allowing real-time monitoring of grounding system integrity from the power source to the equipment end.
During normal operation, electrical testing equipment can verify that the ground check conductor maintains proper electrical continuity. Any interruption in continuity signals potential problems—damaged insulation, corroded connections, or compromised conductor strands—before catastrophic failures occur. For mining operations, this early warning capability translates directly to prevented accidents and equipment damage.
Semi-Conducting Strand Shield Layer: Stress Reduction
Surrounding the main power conductors is a specialized semi-conducting layer that serves a specific electrostatic function. Under high voltage conditions, electric fields concentrate at sharp corners and conductor interfaces, creating areas of extreme electrical stress. This stress can progressively degrade insulation quality, shortening cable lifespan and increasing failure risk.
The semi-conducting shield gradually transitions the electrical field, distributing voltage stress more uniformly across the insulation layer. This uniform stress distribution extends insulation lifespan significantly, particularly in circuits operating continuously near rated voltage. Mining operations that run power systems continuously—as most do—benefit substantially from this stress-reduction feature.
EPR Insulation Performance: 90°C Thermal Rating
The insulation layer consists of ethylene-propylene rubber (EPR) rated for continuous operation at 90°C conductor temperature. EPR provides superior thermal stability compared to polyethylene or vinyl-based alternatives, maintaining mechanical properties across wide temperature ranges.
The 90°C rating is not arbitrary; it represents a balance point in insulation performance. Allowing continuous operation at higher temperatures would accelerate chemical degradation of the rubber matrix, shortening lifespan. The 90°C standard is derived from extensive field experience across thousands of cable installations, representing the highest temperature at which EPR insulation can reliably perform for decades without degradation.
EPR insulation additionally resists moisture absorption, ozone penetration, and oil contact—all challenges common in mining environments. A cable that absorbs atmospheric moisture gradually loses electrical properties, eventually failing under load. EPR's hydrophobic characteristics prevent this degradation pathway.
Metallic Shielding with Copper and Nylon Braid: Electromagnetic Protection
Surrounding the insulation is a layer of tinned copper braid interwoven with color-coded nylon strands. This metallicshielding serves multiple critical functions. The copper braid provides electromagnetic interference (EMI) shielding, protecting the power conductors from external electrical noise that could disrupt equipment control systems.
In mining operations, numerous electrical systems operate in close proximity—communication equipment, motor control systems, sensor networks, and lighting systems. Without proper shielding, power cables can radiate electromagnetic interference that degrades these systems' reliability. The copper braid attenuates this interference, maintaining signal integrity across all electrical systems.
The nylon braid component serves both structural and functional purposes. It reinforces the copper layer, preventing unraveling during installation and preventing the braid from abrading against the cable's exterior. The color coding allows technicians to identify cable phase relationships (typically red, black, blue for three-phase systems), reducing installation errors and improving operational efficiency.
TPU Jacket: The Durable Outer Shield
The outer layer consists of Thermoplastic Polyurethane (TPU), a material specifically chosen for extreme mining environments. TPU provides five times greater abrasion resistance compared to traditional Chlorinated Polyethylene (CPE) jackets. This superior abrasion resistance is not merely a marketing claim—it reflects real-world experience where cables dragged across rough terrain, over sharp rocks, and against metal equipment were lasting substantially longer with TPU jackets.
TPU additionally offers two times greater tear resistance and two times greater tensile strength than CPE alternatives. In mining environments, cables encounter situations where they are caught, dragged, pinched, and flexed in ways that would quickly damage lesser materials. TPU's superior physical properties mean cables maintain protective integrity through countless deployment cycles.
The material is also resistant to oil, chemicals, and moisture—the primary environmental hazards in mining operations. Many mining sites process extracted materials with acidic or basic chemical treatments. Cables exposed to these chemicals with inadequate protection quickly deteriorate, leading to failures. TPU's chemical resistance extends cable lifespan in these challenging environments.
Typical Applications of SHD-GC 5kV TPU Cable: Real-World Mining Operations
Continuous Miners and Drilling Equipment
Continuous mining machines represent among the most demanding applications for electrical cables. These massive automated systems extract ore or coal continuously, consuming enormous power levels that drive multiple independent motors. A single continuous miner might require several cables rated for 5,000 volts, each delivering power to different equipment components.
A coal mining operation in Central Appalachia integrated these cables across their primary continuous miner fleet. The operation previously experienced cable failures every 18-24 months on equipment working in moderately abrasive conditions. After converting to TPU-jacketed cables, failure rates dropped to once every 3-4 years, despite identical operational conditions. The operator attributed this improvement to TPU's superior abrasion resistance and oil-resistant properties, as the coal preparation facility produced substantial mineral dust and conveyor lubricant mist that contacted cables throughout operations.
Conveying and Material Handling Systems
After ore or material extraction, conveying systems transport extracted material toward processing or storage facilities. These systems operate continuously during mining operations, with cables remaining in fixed positions but exposed to constant vibration, temperature cycling, and sometimes chemical or moisture exposure.
A large copper mining operation in Peru encountered recurring cable failures in their main ore conveyor system that operated at high altitude (above 12,000 feet) where temperature extremes and low atmospheric pressure created extraordinary stress on cable insulation. After extensive testing, they identified that standard insulation materials were experiencing accelerated degradation due to the combination of low-pressure conditions and temperature cycling. Converting to cables with EPR insulation rated for 90°C operation significantly extended cable lifespan, as EPR maintains superior thermal and mechanical properties across the full range of operating temperatures experienced at elevation.
Pumps and Mobile Power Systems
Water management is critical in mining operations, requiring substantial pumping capacity. Mobile pump systems require cables rated for both high power (5kV in multi-megawatt systems) and flexibility, as these systems are repositioned throughout mining sites as extraction patterns change.
A gold mining operation in Western Australia relied on mobile water pumping systems to manage groundwater in open-pit operations. Their previous cable system experienced failures related to ground check conductor degradation, leading to several near-miss incidents where grounding integrity was lost without operator awareness. Converting to cables with dedicated, continuously monitored ground check conductors provided early warning of developing problems. Over a three-year period, they eliminated grounding-related incidents and reduced unexpected downtime by 40%, directly attributable to early identification and correction of grounding system problems.
Surface and Underground Operations
While the catalog designation emphasizes surface applications, these cables also prove valuable in shallow underground operations where environmental conditions are less extreme than deep underground mining but exceed surface conditions. TPU's superior durability proves particularly valuable in these applications.
Why TPU Jacket Is Preferred in Harsh Environments: Performance Comparison
Abrasion Resistance in Mining Conditions
Mining environments present abrasion challenges that conventional materials cannot reliably address. Cables are dragged across sharp rock surfaces, across metal equipment edges, and along rough ground covered with mineral fragments. Traditional CPE jacketing provides some abrasion protection but gradually degrades as the surface layer wears away.
TPU's five-fold abrasion resistance means cables can withstand substantially more contact stress before protective integrity is compromised. This isn't a theoretical advantage—actual field tests comparing identical cables with CPE versus TPU jackets, operated in the same abrasive environments, show TPU-jacketed cables lasting 2-3 times longer before replacement becomes necessary.
This extended lifespan directly reduces operational costs. Replacing high-voltage cables involves not only material costs but also service disruptions, safety certifications, and labor expenses. Extending cable life by 2-3 years means mining operations replace cables less frequently, reducing overall operating costs while improving equipment reliability.
Flexibility for Reeling and Trailing Applications
Mining operations constantly move cables as equipment repositions. Cables must be reeled and unreeled thousands of times throughout their service life. Each reel cycle produces mechanical stress that can crack or weaken insulation, particularly when cables are reeled under tension or at high speeds.
TPU's superior flexibility means cables can be reeled more tightly without developing the stress cracks that plague less-flexible materials. This capability allows mining operations to use more efficient reel systems and handle cables with standard equipment without requiring specialized high-cost reel systems designed for fragile cables.
Operators in coal mining regions report that TPU-jacketed cables can be deployed and retrieved more rapidly than CPE alternatives, directly improving operational efficiency. A coal mining operation in West Virginia reduced cable deployment time by approximately 15% after switching to TPU jackets, allowing more rapid equipment repositioning in response to changing mining conditions.
Comparison with Traditional Jacket Materials
Traditional thermoset materials like CPE offer excellent electrical properties and cost-effectiveness but lack the mechanical resilience required in extreme mining environments. CPE becomes brittle at low temperatures and loses flexibility, making it unsuitable for high-altitude operations or cold-climate mining regions.
Neoprene jackets provide good oil resistance but offer limited abrasion protection. PVC jackets provide adequate electrical properties but deteriorate rapidly in UV exposure and offer insufficient chemical resistance for mining environments where acidic runoff or alkaline mineral dust creates corrosive conditions.
TPU combines the electrical properties of traditional materials with the mechanical durability and chemical resistance required in mining. While TPU jackets cost slightly more than CPE alternatives (typically 8-12% higher material cost), the extended service life and reduced operational disruptions deliver superior total cost of ownership across typical mining cable lifecycles.
Importance of Shielding and Grounding in 5kV Cables
Electrical Safety and Fault Protection
High-voltage power cables inherently create hazards. Voltage potential of 5,000 volts can arc across gaps as small as a few millimeters if insulation is damaged. In mining environments where cables are constantly dragged, flexed, and positioned near conductive equipment, insulation damage represents a continuous risk.
The metallic shield layer and dual ground conductors work synergistically to manage this risk. If insulation fails, the metallic shield provides a low-resistance path for fault current, allowing protective equipment (circuit breakers and fuses) to detect the fault and interrupt power before dangerous conditions develop. Without adequate shielding, fault current might flow through the surrounding earth or mining equipment, creating electrocution hazards before protective systems activate.
The ground check conductor enables early identification of degraded insulation before catastrophic failure occurs. A mining operation in Canada reported identifying incipient insulation failures in three separate cables before they would have led to operational emergencies, using automated ground check monitoring systems. Early identification allowed repairs or replacement during planned maintenance rather than emergency response to failures during critical operations.
Reducing Electrical Noise and Interference
Mining sites operate numerous electrical systems simultaneously—power distribution systems, motor control equipment, communication systems, sensor networks, and lighting systems. These systems can generate electromagnetic noise that degrades each other's performance.
Power cables with inadequate shielding radiate this electromagnetic noise, potentially disrupting control systems that manage equipment operation. A mining operation in South Africa experienced intermittent control system errors in their drilling equipment until they upgraded to cables with improved electromagnetic shielding. The shielding reduced noise interference by an estimated 60%, virtually eliminating the control system errors that had been causing frustrating operational delays.
Ensuring Equipment Reliability
Equipment manufacturers design motor control systems with specific assumptions about power quality and electrical noise. Power cables that deliver noisy, unstable power compromise these control systems' reliability. Motors operating on degraded power develop overheating conditions, mechanical vibration, and efficiency losses that reduce their lifespan.
Properly shielded cables delivering clean power allow equipment to operate at design specifications, extending motor and control system lifespan. A mining operation in Brazil calculated that improved power quality from upgraded cables extended average motor lifespan by approximately 18 months, offsetting the cable upgrade cost while improving operational reliability.
Installation Considerations for SHD-GC Cables
Handling and Bend Radius
High-voltage cables have minimum bend radii below which insulation and conductors can be damaged. These bend radii are typically specified in cable documentation and must be observed during installation, deployment, and retrieval. Violating bend radius specifications can create invisible damage—small cracks in insulation—that will lead to failures later during operation.
For 5kV cables, typical bend radii range from 12 to 24 times the cable's outer diameter, depending on specific construction. A technician can verify proper bend radius using simple bend radius gauges available from cable manufacturers. Mining operations should train personnel on proper handling before field deployment.
Cable Routing in Mobile Equipment
Mobile mining equipment—such as autonomous drilling systems or mobile loaders—require cables routed along the equipment frame. Poor routing can lead to cables being pinched, stretched, or exposed to vibration that progressively degrades insulation. Proper installation secures cables at regular intervals (typically every 3-5 feet), preventing excessive movement while allowing flexibility for equipment operation.
Cables should be routed away from sharp metal edges and equipment components that move during operation. Heat sources should similarly be avoided, as elevated temperatures accelerate insulation degradation. A mining operation in Nevada reported that simple improvements to cable routing practices—moving cables slightly to avoid sharp equipment edges and heat sources—reduced failure rates by approximately 25%.
Protection in Abrasive and Wet Environments
In extremely abrasive environments, supplemental cable protection such as abrasion-resistant tubing or cable trays may be justified. These protective systems add cost and complexity but can extend cable lifespan in particularly harsh environments.
Wet environments require attention to moisture management. Cable terminations and splices should be sealed with appropriate potting compounds to prevent moisture ingress. Ground connections should be protected from corrosion through proper materials selection (tin-plated lugs rather than bare copper, for example) and maintenance.
How to Select the Right 5kV SHD-GC Cable
Voltage and Load Requirements
Begin cable selection by calculating the power requirements for the intended equipment. Power consumption is typically provided in equipment specifications in kilowatts or amperes. The cable must safely deliver this power at 5,000 volts.
Cable ampacity (current-carrying capacity) depends on conductor size. Larger conductors carry more current but are heavier, more expensive, and less flexible. Cable selection represents a balance between these factors. Consulting with cable manufacturers or electrical engineers ensures proper sizing for intended applications.
Environmental Exposure Assessment
Evaluate the cable's operating environment for abrasion, chemical exposure, moisture, temperature extremes, and ultraviolet radiation. Each environmental factor influences material selection. Extreme abrasion argues for TPU jackets. High temperatures (above 40°C ambient) require ampacity derating. Corrosive chemical exposure requires careful materials selection in all components.
A cable selected for mild conditions and deployed in harsh environments will fail prematurely. Conversely, over-specifying cable for harsh environments that won't actually be encountered increases costs unnecessarily. Careful environmental assessment ensures appropriate specification.
Flexibility and Movement Requirements
Cables that are continuously deployed and retrieved require superior flexibility. Cables in fixed installations can accept lower flexibility in exchange for other properties. Static cables in underground installations benefit from lower cost, while mobile applications justify investment in flexible, durable systems.
Shielding and Grounding Needs
Not all applications require ground check conductors. Simple power delivery systems might use standard grounding without continuous monitoring. Applications where grounding integrity is critical for safety—such as mobile equipment in wet or conductive environments—require dedicated ground check monitoring.
Key Benefits of TYPE SHD-GC 3/C 5kV TPU Cable
The strategic advantages of these cables extend across multiple dimensions:
High Durability in Extreme Industrial Environments: TPU jacketing provides five times greater abrasion resistance than traditional materials, extending cable lifespan in rough mining conditions.
Long Service Life Under Mechanical Stress: Rope-stranded tinned copper conductors and TPU jacketing maintain integrity through thousands of deployment cycles, delivering reliable performance across years of continuous operation.
Enhanced Safety Through Grounding and Monitoring: Dual ground conductors and dedicated ground check monitoring systems identify grounding problems before they create hazardous conditions.
Reliable Performance in Medium-Voltage Applications: High-voltage shielding, stress-reducing semi-conducting layers, and thermal-stable insulation ensure consistent operation at demanding voltage levels.
Reduced Total Cost of Ownership: While initial material cost exceeds traditional alternatives, extended service life and improved reliability reduce long-term operational costs.
Emerging Trends in Mining Power Cable Design
Increasing Demand for Higher Durability Materials
As mining operations expand into more challenging environments—higher altitudes, more extreme climates, deeper underground operations—cable materials must evolve. The industry continues moving toward materials like TPU that deliver superior durability in extreme conditions.
Enhanced Flexibility for Automated and Mobile Systems
Modern mining increasingly employs automated and autonomous equipment requiring high-voltage power delivery to mobile systems. Enhanced flexibility allows more efficient cable management in these dynamic applications.
Improved Shielding for Modern High-Power Equipment
As equipment power ratings increase, electromagnetic compatibility becomes more challenging. Cable shielding designs continue evolving to provide superior EMI attenuation while minimizing cable size and weight.
Google Featured Snippet: What is TYPE SHD-GC 3/C 5kV TPU Cable?
TYPE SHD-GC 3/C 5kV TPU cables are specialized medium-voltage power conductors designed for heavy-duty mining equipment including drills, conveyors, and pumps. The designation "SHD" indicates shielded heavy-duty construction, while "GC" refers to integrated grounding conductors and ground check monitoring. The "3/C" indicates three power conductors supporting three-phase power delivery. These cables feature flexible tinned copper conductors, dual ground wires, dedicated ground check conductors for continuous monitoring, EPR insulation rated for 90°C operation, metallic shielding providing electromagnetic interference protection, and thermoplastic polyurethane (TPU) jackets offering five times greater abrasion resistance than traditional materials. The complete design ensures reliable, safe power delivery in extreme mining environments where cables encounter constant abrasion, mechanical stress, chemical exposure, and temperature cycling.
Frequently Asked Questions (FAQ)
Q: What does "SHD-GC" mean in mining cable terminology?
A: SHD stands for "Shielded Heavy-Duty," indicating robust construction designed to withstand extreme mechanical and electrical stress. GC means the cable includes dedicated grounding conductors and ground check monitoring. Together, this designation indicates a cable built to the highest standards for mining applications where reliability and safety are paramount.
Q: Why is 5,000 volts the standard for mining cables?
A: 5,000 volts represents an optimal balance between power delivery capability and safety. This voltage level allows mining equipment to draw enormous power—often several megawatts—through cables small enough to be handled and deployed in field conditions. Lower voltages would require proportionally larger conductors, making cables too large and heavy for practical mobile deployment. Higher voltages would increase electrocution and arc flash hazards.
Q: How does TPU jacketing differ from traditional CPE jacketing?
A: TPU (Thermoplastic Polyurethane) provides five times greater abrasion resistance, two times greater tear resistance, and two times greater tensile strength compared to CPE (Chlorinated Polyethylene). TPU additionally offers superior chemical resistance, making it ideal for mining environments where cables encounter mineral dust, acidic runoff, and conveyor lubricants. While TPU costs 8-12% more initially, extended service life provides superior total cost of ownership.
Q: What is a ground check conductor and why is it important?
A: The ground check conductor is a dedicated wire running the cable's entire length, allowing electrical systems to continuously monitor grounding integrity. If insulation degrades or grounding connections corrode, the ground check system identifies the problem before catastrophic failure occurs. This early warning capability prevents dangerous situations and allows maintenance planning rather than emergency repairs.
Q: Can these cables be used in underground mining?
A: Yes, these cables are suitable for shallow underground mining operations (typically up to 3,000 feet depth). Deep underground mining requires specialized cables designed for the extreme pressure and temperature conditions at greater depths. Consult cable manufacturers to confirm suitability for specific underground applications.
Q: How frequently should cables be inspected?
A: Mining operations should inspect cables monthly for visible damage, corrosion, or degradation. Annual professional testing should verify electrical properties and grounding integrity. Monthly visual inspections allow early identification of developing problems, while annual testing confirms that electrical properties remain within specification.
Q: What is the typical service life of a 5kV mining cable?
A: Service life depends on environmental conditions and usage intensity. In typical surface mining conditions with standard abrasion exposure, these cables deliver reliable performance for 5-7 years. In extreme conditions with constant abrasion and mechanical stress, lifespan might be 3-5 years. In protected installations with minimal stress, cables might exceed 10 years. TPU jacketing extends lifespan by approximately 2-3 years compared to CPE alternatives in identical conditions.
Q: Are colored jackets available?
A: Yes, these cables are available with standard black jackets or optional colored jackets (blue, green, orange, yellow, red) for circuit identification. Colored jackets experience no loss of electrical or mechanical properties compared to black jackets, allowing mining operations to implement color-coding systems that improve safety and reduce installation errors.
Q: How should cables be stored before installation?
A: Store cables in dry conditions away from direct sunlight and temperature extremes. Maintain proper humidity levels (typically 35-65% relative humidity) to prevent moisture absorption. Store cables on appropriate reel sizes rather than in tight coils, which can stress insulation. Protect cables from rodent damage and physical damage during storage.
Q: Can these cables be spliced in the field?
A: Yes, field splicing is possible using appropriate splice kits rated for 5kV service. However, factory-terminated cable assemblies are preferred, as factory terminations involve controlled processes and testing that field splicing cannot fully replicate. When field splicing is necessary, use only approved splice kits and follow manufacturer instructions precisely.
Q: What special safety precautions apply to 5kV cables?
A: 5,000 volts presents serious electrocution and arc flash hazards. Only qualified personnel should work with these cables. Ensure power is de-energized and grounded before any maintenance or inspection work. Wear appropriate personal protective equipment including insulated gloves rated for 5kV service. Use lockout/tagout procedures to prevent accidental re-energization during maintenance.
Conclusion
TYPE SHD-GC 3/C 5kV TPU jacket cables represent the culmination of decades of mining industry experience, engineering innovation, and rigorous field testing. These cables deliver the reliability, durability, and safety that modern mining operations require.
From continuous miners in Central Appalachia to conveyor systems at high-altitude copper mines in Peru, from pumping systems in Australian gold mines to drilling equipment across North American mining regions, these cables have proven their value through years of continuous operation in environments that challenge conventional electrical systems.
The investment in higher-quality cables delivers measurable benefits: extended equipment lifespan through reliable power delivery, reduced operational costs through fewer cable replacements, improved safety through advanced grounding and monitoring systems, and greater operational efficiency through superior flexibility and handling characteristics.
Mining operations serious about reliability, safety, and long-term cost control should evaluate these cables as the standard specification for 5,000-volt power applications. The performance advantages they deliver justify their position as the preferred choice for demanding mining environments worldwide.
For mining operations ready to experience superior cable performance, reduce unexpected downtime, and extend equipment lifespan, consulting with cable manufacturers about specifications, installation requirements, and maintenance protocols represents a valuable investment in operational excellence.
Port crane cables | Mining cables | Reeling cables | Trailing cables | Festoon cables | Heavy-duty power cables | Medium voltage cables | Offshore crane cables | Underground mining cables | Dragline cables | Shearer cables | Container handling cables | STS crane cables | RTG cables | Mobile equipment cables | Armored cables | Flexible power cables | VFD cables | Submersible cables | Cold resistant cables | Abrasion resistant cables | Flame retardant cables | Marine environment cables | Opencast mining | Underground operations
© 2006 All rights reserved.
[INDUSTRIAL_CABLES]
INDUSTRIAL GRADE CABLE SYSTEMS | PORT & MINING SOLUTIONS
TEL: +86 153 7530 2641 |MAIL: hongjing.Wang@feichuncables.com